|
|
Навигация:
Операции изготовления фальцевых соединений — изготовление фальцев, соединение листов фальцевым швом и уплотнение фальцевого соединения выполняют на соответствующих станках и механизмах. Ручной кромкогибочный механизм ВМС-54 служит для изготовления элементов наиболее простого фальцевого соединения, т. е. отгиба кромок под разными углами на стальных листах толщиной до 2 мм, шириной 750 мм и из стали толщиной до 1,5 мм при ширине листа 1500 мм.
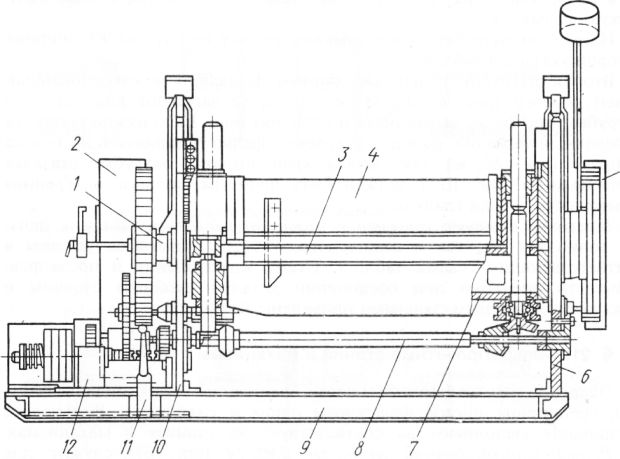
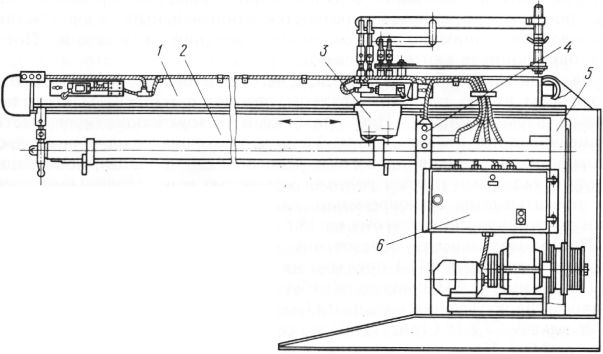
Рис. 1. Ручной кромкогибочный станок ВМС-54:
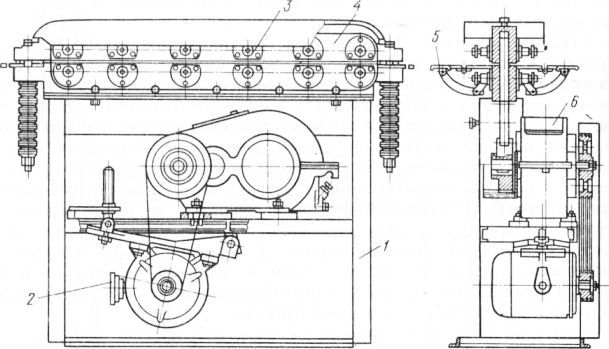
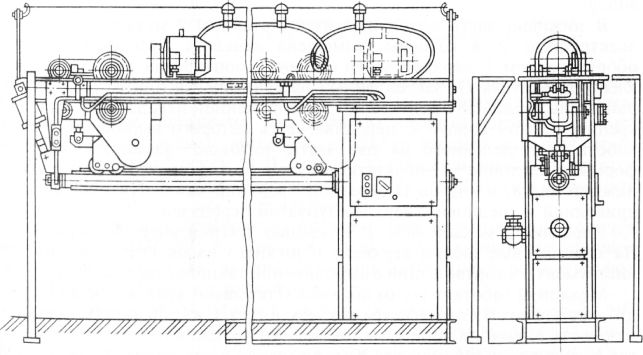
Рис. 2. Листогибочный станок J1C-6M: Стальная станина механизма укреплена на двух чугунных стойках, которые для большей устойчивости скреплены двумя стяжками. Обе опоры станины снабжены направляющими уступами, по которым поднимается и опускается траверса. К нижней части траверсы прикреплена стальная линейка, которая одновременно является верхней подвижной щекой зажимного механизма станка. Второй зажимной щекой служит стальная линейка, неподвижно прикрепленная к верхней части станины. Траверса перемещается при вращении штурвала. Чугунный фартук, вращаясь на двух пальцах во втулках станины, перегибает стальной лист в нужном месте. Вращают фартук стальной рукояткой, прикрепленной к нему и имеющей определенный вылет. Один из пальцев фартука соединен с рычажным противовесом, который уравновешивает фартук в момент подъема и удерживает его от самоопускания. Работу на механизме начинают с того, что, вращая штурвал, поднимают траверсу. Стальной лист вставляют между щеками станка. Отгибаемая часть листа должна выступать из щек на заданную ширину, а линия разМетки совмещена с кромкой щеки. Когда лист будет точно установлен, траверсу опускают, плотно зажимая лист между двумя щеками. Затем поворотом фартука отгибают кромку листа. Вращая штурвал, поднимают траверсу и вынимают лист из механизма. Чтобы свешивающаяся часть листа не изгибалась, позади станка устанавливают стол высотой, равной высоте опорной траверсы механизма. На этом столе лист лежит во время отгиба кромки. Для изготовления прямоугольных воздуховодов, гибки из стального листа замкнутых коробчатых профилей, корытообразных и угловых заготовок прямоугольных воздуховодов применяют высокопроизводительные станки ЛС-6М и СТД-521. Станок ЛC-6M состоит из рамы, выполненной из швеллеров, левой 10 и правой 6 боковин, которые прикреплены к раме болтами через уголки, приваренные к раме, стола, коробки привода с механизмом включения муфты привода и других механизмов, а также кожухов ограждения. Лист металла изгибается меланизмом следующим образом. Лист, на который нанесли линию изгиба, кладут на стол станка так, чтобы отметка изгиба совпадала с краем стола. Рычаг включения муфты сцепления поворачивают вправо и нажимают кнопку «Вперед». При этом замыкается электрическая цепь, прижимная траверса опускается и прижимает изгибаемый лист к столу. Затем поворачивают рычаг включения муфты переключения влево и нажимают вторично кнопку «Вперед», тем самым приводят гибочную траверсу в движение. Гибочная траверса будет загибать лист на тот угол, на который был установлен конечный выключатель. При достижении заданного угла загиба гибочная траверса автоматически останавливается. Загнутый лист снимают со станка после того, как нажмут кнопку «Назад», при этом гибочная траверса уйдет в исходное положение, рычаг включения муфты переключения отведется влево и после вторичного нажатия кнопки «Назад» прижимная траверса поднимется вверх.
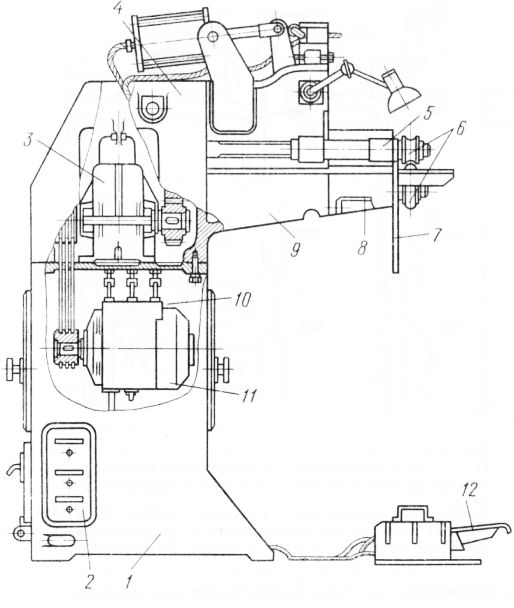
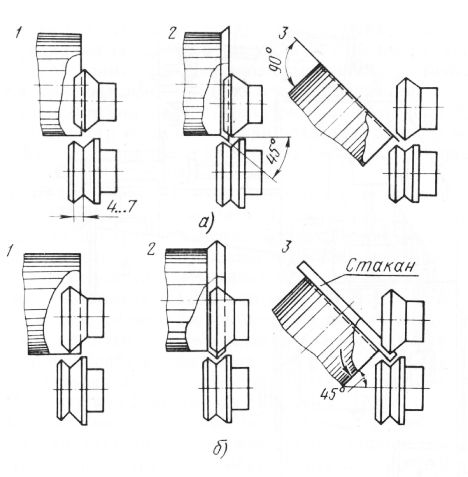
Рис. 3. Фальцепрокатный механизм ФП-3: На станке JIC-6M изгибают листы металла толщиной до 3 мм, длиной до 2000 мм, на угол до 130°. Число изгибов стального листа в 1 ч равно 100. Мощность электродвигателя, установленного на станке, 2,8 кВт, частота вращения 960 об/мин. Габаритные размеры, мм: длина 3370, ширина 1340, высота 1765; масса 3000 кг. Механизм СТД-521 предназначен для гибки обечаек замкнутого коробчатого сечения прямоугольных воздуховодов. Максимальная толщина изгибаемого листа 2 мм, длина 2500 мм. Мощность электродвигателя 2,2 кВт. Габаритные размеры, мм: длина 3765, ширина 1075, высота 1425. Для заготовки (прокатки) фальцев на монтажных заводах и в центральных заготовительных мастерских широко применяют высокопроизводительные механизмы ФП-3 и СТД-16А. Фальцепрокатный механизм ФП-3 используют для заготовки лежачего и углового фальцев, а также реечных соединений, применяемых при изготовлении деталей и воздуховодов круглого и прямоугольного сечений. Механизм состоит из электропривода, редуктора и рабочего органа, смонтированного на станине. Станина представляет собой сварную рамную конструкцию из прокатной стали. Внутри станины на качающейся плите крепится электродвигатель и устанавливается шестеренный редуктор. Сверху к станине крепится рабочий орган. Вращение от электродвигателя с помощью клиноременной передачи передается редуктору и далее через систему паразитных шестерен двенадцати валикам рабочего органа. На консольных концах валиков закреплены двенадцать пар рабочих роликов. Рабочий орган включает в себя верхний и нижний чугунные корпуса, в которых находятся зубчатые колеса, приводящие во вращение рабочие валики. Все рабочие валики вращаются в конических роликоподшипниках. Шейки валиков, на которые насажены профилирующие ролики, выступают по обе стороны корпуса. Нижний корпус крепится на болтах к станине, а верхний —к нижнему на двух винтах через пакеты тарельчатых пружин. Гайками регулируют усилия в пакетах и таким образом обеспечивают давление между профилирующими роликами верхнего и нижнего корпусов. Стол с направляющими служит для работы с листовыми и цилиндрическими заготовками. Он крепится к нижнему корпусу рабочего стола. На столе со стороны подачи и выхода листа установлены по две направляющие, предотвращающие перекос листа при прокатке фальца. Управляют механизмом с пульта. Механизм ФП-3 укомплектовывается сменными рабочими роликами: для одновременного образования лежачего фальца на обеих кромках воздуховода, для образования лежачего фальца с двойной отсечкой, для образования углового фальца, для изготовления реек. Механизм работает следующим образом. На станок помещают соответствующий комплект роликов, которые закрепляют торцовыми болтами, и опускают верхний корпус рабочего органа. Направляющие устанавливают в положение, обеспечивающее выполнение данной операции. Стол рабочего механизма устанавливают в необходимом положении и закрепляют его. Перед началом работы на механизме необходимо отрегулировать усилие каждого пакета тарельчатых пружин гайками, поджимающими пакеты. Если требуемое усилие будет достигнуто, то на прокатываемом листе получается четкий отпечаток отсечки на фальце. Для установки или смены роликов их следует разгрузить от контактного давления (между верхними и нижними рядами роликов). Для этого с помощью четырех винтов отжимают верхний корпус рабочего органа до тех пор, пока между роликами останется минимальный зазор. Ролики устанавливают попарно— одновременно верхний и нижний. После установки роликов винты отпускают. Наладив таким образом механизм, заготовленное звено воздуховода, на котором нужно прокатать фальцы, заводят с торца механизма под первые пары роликов. При этом край воздуховода прижимается к направляющим планкам стола. Звено воздуховода, захваченное парой вращающихся роликов правого и левого ряда, проходит поочередно между остальными парами роликов механизма и на продольных краях его прокатывается одновременно два лежачих фальца, повернутые один по отношению к другому на 180°. Последовательность образования лежачего и углового фальцев и рейки на механизме ФП-3 показана на рис. 4. На механизме ФП-3 можно обрабатывать металл толщиной0,5…1 мм. Скорость прокатывания фальца 0,17 м/с. Механизм СТД-16А более совершенный по сравнению с механизмом ФП-3. На механизме получают заготовки фальцев и соединений, применяемых при изготовлении круглых и прямоугольных воздуховодов. При заготовке звеньев круглых воздуховодов и фасонных частей к ним на механизме можно прокатывать простой лежачий фальц с отсечкой и плоскую соединительную рейку. При изготовлении элементов прямоугольных воздуховодов и фасонных частей к ним механизм позволяет прокатывать фальцы для углового соединения и замкового шва, не требующего осадки. Кроме того, на механизмах СТД-16А можно прокатывать защелочный угловой шов.
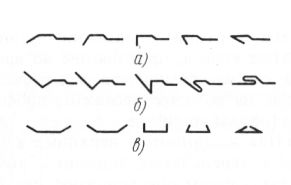
Рис. 4. Последовательность образования лежачего (а) и углового (б) фальцев и рейки (в) на механизме ФП-3
Рис. 5. Фальцепрокатный механизм СТД-16А:
Рис. 6. Фальцеосадочный механизм СТД-25: Толщина прокатываемых на механизме стальных листов 0,5…1 мм. Скорость прокатывания 0,17 м/с. Установленный электродвигатель потребляет мощность 2,2 кВт при частоте вращения 1430 об/мин. Габаритные размеры, мм: длина 2210, ширина 780, высота 1235; масса 900 кг. Для придания фальцевому соединению необходимой плотности и прочности швы надо уплотнить (осадить). Эту операцию выполняют на фальцеосадочных механизмах СТД-25 и СТД-28В. Фальцеосадочный механизм СТД-25 служит для осаживания лежачих и угловых швов фальцевых соединений, составных листов и звеньев круглых и прямоугольных воздуховодов, собираемых из заготовок, фальцы которых изготовлены на фальцепрокатном механизме. Механизм состоит из сварной станины, на которой закреплена верхняя балка с передвигающейся на ней кареткой, матрицы, электрошкафа и пускового устройства с тремя кнопками «Вперед», «Назад», «Стоп». Каретка с роликами перемещается в продольном направлении с помощью каната, концы которого закреплены на каретке и барабане. Направление движения каретки изменяют автоматическими конечными выключателями, установленными на верхней балке. Барабан механизма приводится в движение от редуктора, который соединен клиноременной передачей с электродвигателем.
Рис. 7. Фальцеосадочный механизм с самоходной кареткой СТД-28В Устанавливают и снимают воздуховод с механизма, откидывая серьгу, которая во время работы поддерживает передний конец нижней балки матрицы. Механизм укомплектован сменными роликами, которые используют в зависимости от технологической операции. На механизме можно обрабатывать металл толщиной 0,5… 1 мм. Минимальный диаметр воздуховода при осадке фальца 125 мм, максимальный— 1600 мм. Длина царги до 2100 мм. Размер сторон прямоугольных воздуховодов от 150 до 1000 мм. Механизм СТД-28В предназначен для осаживания лежачих и угловых швов фальцевых соединений, составных листов и звеньев воздуховодов круглого и прямоугольного сечений, собираемых из заготовок, фальцы которых изготовлены на фальцепрокатном механизме. Техническая характеристика механизма СТД-28В мало отличается от характеристики механизма СТД-25: диаметр изготовляемых воздуховодов 160…1600 мм; размер сторон прямоугольных воздуховодов от 160 X 160 до 800 X 800 мм; максимальная длина обрабатываемой детали 2500 мм; толщина обрабатываемого металла 04-1,25 мм. На механизме установлен электродвигатель мощностью 1,7 кВт. Габаритные размеры, мм: длина 4655, ширина 2520, высота 2285; масса 1700 кг. На ручных приводных зиг-машинах изготовляют поперечные фальцы. Используя ролики различного профиля, на зиг-машине можно делать валики жесткости и раструбы, отгибать борта под прямым углом на концах звеньев круглых воздуховодов и на деталях криволинейной формы, а также выполнять некоторые другие операции. Качество работы и производительность труда на зиг-машине намного выше, чем при ручных операциях. Механизм ВМС-76В используют для образования раструбов на концах звеньев воздуховодов, образования зигов, отбортовок, офланцовки звеньев воздуховодов, обрезки царг и резания листового металла, а также для других операций на концах патрубков воздуховодов. В нижнюю часть литой пустотелой станины механизма встроен электрошкаф, в котором размещена панель с пусковым электрооборудованием. В верхней части станины смонтирован двухскоростной электродвигатель, закрепленный на качающейся плите. Электродвигатель соединен с редуктором клиноременной передачей. К станине крепится литой корпус, передняя часть которого выполнена в виде хобота, разделенного на две части: нижнюю — замкнутую круглой формы и верхнюю —П-образную. Внутри замкнутой части расположен нижний вал, а внутри П-образной—верхний вал. Нижний вал приводной и соединен с верхней зубчатой передачей. Управляют механизмом с помощью пневматической педали. На специальные шейки верхнего и нижнего валов крепится рабочий инструмент в соответствии с выполняемой технологической операцией. Механизм работает таким образом. Открывают кран, который подводит сжатый воздух от магистрали к механизму. Сжатый воздух, поступая в полость пневмоцилиндра, заставляет его поршень поднимать верхний вал с рабочим инструментом. Когда верхняя часть хобота поднимается в верхнее рабочее положение, закрепленный на нем двуплечий рычаг нажмет на конечный выключатель и электрическая цепь разомкнётся. Затем устанавливают переключатель частоты вращения электродвигателя в заданное положение. При плавном нажатии ногой на пневмо-педаль поршень начнет двигаться, заставляя верхний вал опускаться и рабочие ролики сближаться. Электрическая цепь замкнется, включится электродвигатель, и рабочий инструмент начнет вращаться и выполнять требуемую технологическую операцию.
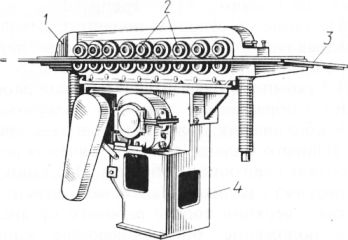
Рис. 8. Механизм ВМС-76В: Для соединения поперечным фальцем двух круглых воздуховодов на механизме ВМС-76В на одном из соединяемых концов изготовляют одинарный борт, а на другом —двойной. Отбортовку осуществляют роликами треугольного профиля. Край воздуховода заводят между роликами на заданную ширину отбортовки фальца. Поддерживая воздуховод левой Рукой, правой вращают рычаг винта, опускают верхний ролик и нажимают им на кромку воздуховода, после чего правой рукой начинают вращать рукоятку механизма. Когда применяют ролики с треугольным профилем, то сначала отбортовывают кромку под углом 45°, затем, постепенно отклоняя воздуховод вниз левой рукой, отбортовывают кромку на 90°. Отбортовку выполняют за два— четыре прохода. При первых проходах воздуховод направляют так, чтобы получить борт одинаковой ширины по всей окружности.
Рис. 9. Последовательность операций при отбортовке воздуховодов на механизме ВМС-76В роликами треугольного профиля: Обычно при отбортовке работает один слесарь: правой рукой он вращает рукоятку, а левой поддерживает изделие и перемещает его в нужном направлении. Слесарь может обрабатывать на механизме детали длиной до 0,5 м; при большей длине требуется подсобный рабочий. В этом случае слесарь работает на механизме и направляет кромку воздуховода, а подсобный рабочий поддерживает деталь. Подсобный рабочий также необходим, когда обрабатывают детали большого диаметра или детали из тонколистовой стали, сгибающейся под действием собственного веса. Механизм ВМС-78 служит для образования гофров и зигов на отводах малых диаметров (130…315 мм). Механизм состоит из литого корпуса, правого и левого хоботов, электродвигателя и пневмопривода. В верхней части привода находятся прижимные валы Рабочими роликами, расположенными на валах правого хобота, режут звенья и подготовляют их концы для последующего соединения, а рамками, расположенными на валах левого хобота, соединяют звенья в отвод. Мощность электродвигателя 0,75/1,1 кВт, габаритные размеры, мм: длина 1155, ширина 600, высота 495. Механизм СТД-1015 предназначен для отбортовки фланцев на прямоугольных воздуховодах. К сварной станине крепятся опоры рабочего вала. От электродвигателя, включаемого с помощью рукоятки, через червячный редуктор и кулачковую муфту вращение передается рабочему валу, на котором установлены сектора, производящие отбортовку одной стороны прямоугольного воздуховода. Воздуховод, на котором надо сделать отбортовку, устанавливается на опорной гребенке. За один оборот вала отбортовывается одна сторона прямоугольного воздуховода. Для отбортовки всех сторон воздуховода его следует повернуть четыре раза. Наибольшая толщина обрабатываемого на механизме металла 1 мм. На механизме можно отбортовывать воздуховоды со стороной до 1250 мм. Электродвигатель, установленный на механизме, потребляет мощность 55 кВт. Габаритные размеры, мм: ширина 805, длина 2070, высота 835; масса 870 кг. При работе на станках и механизмах при гибке листовой стали следует соблюдать правила эксплуатации и техники безопасности. До пуска механизма проверяют наличие, исправность и надежность крепления ограждений, укрывающих подвижные части, и предохранительных приспособлений. В случае неисправности ограждения или предохранительных устройств дефект устраняют; если это невозможно сделать своими силами, о неисправности следует доложить бригадиру (мастеру). Затем проверяют исправность заземляющих устройств. До пуска двигателя проверяют исправность и правильность натяжения клиновых ремней, цепей и других видов передач. Провести пробное включение двигателя, проверив при этом исправность работы механизма на холостом ходу, систем передачи, правильность и надежность работы конечных выключателей подъема и опускания боковых валков. Проверить работу механизма на наладочном и полуавтоматическом режимах. Во время работы механизма после снятия каждой обечайки или изготовленном детали удаляют кистью окалину и мусор с валков и стола, необходимые детали (валки, ролики и др.) смазывают маслом.
Рис. 10. Механизм ВМС-78: Работать с вальцуемым металлом разрешается только в рукавицах. Захватывать обрабатываемый металл следует на расстоянии не ближе 200 мм от рабочих органов механизмов. Производить контрольные измерения обрабатываемой детали можно только при полностью остановленном механизме. Похожие статьи: Навигация: Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум |
|
|
|


|
Информационный сайт о строительных материалах и технологиях. Контакты: Никита Королёв - © 2008-2014 |
© Все права защищены.
Копирование материалов невозможно. |
|