|
|
Навигация:
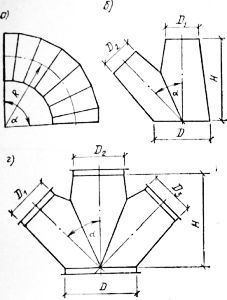
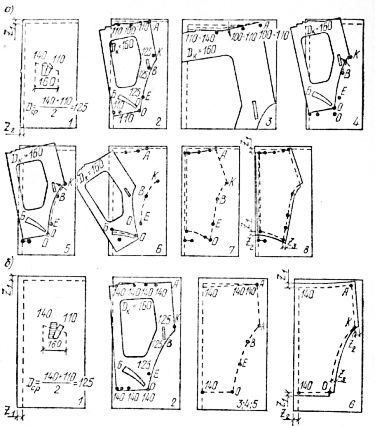
В аспирационных системах в соответствии с «Временной нормалью на металлические воздуховоды круглого сечения для систем аспирации» применяют отводы, тройники и крестовины, отличающиеся от таких же фасонных частей из унифицированных деталей, описанных выше. Отвод, как правило, собирают из пяти звеньев и двух стаканов. При диаметрах отводов до 315 мм допускается собирать их из трех звеньев и двух стаканов. Отводы с центральным углом менее 90° образуют, уменьшая число стаканов. Радиус кривизны для систем аспирации принимают равным: R = 2D. Технология изготовления отводов для систем аспирации аналогична технологии их изготовления для систем вентиляции из унифицированных деталей. Тройники, применяемые в системах аспирации, бывают прямыми и штанообразными. У прямых тройников одна часть — ствол — является продолжением оси воздуховода, а другая — ответвление — отклонена на заданный угол а. У штанообразных тройников обе части отклонены от оси воздуховода. Основными размерами тройника являются: диаметр нижнего основания D, диаметр ствола D1, диаметр ответвления высота тройника Н и угол между осью ствола и ответ влением а. Угол а при диаметре нижнего основания ствола до 630 мм принимают равным 30°, а при больших диаметрах — 45°.
Рис. 1. Фасонные части для систем аспирации Основными размерами крестовины являются: диаметр основания нижнего ствола О, диаметр верхнего ствола 02, диаметры ответвлений D1 и 03, высота Н и центральный угол а. Угол у крестовины по аналогии с углом тройников принимают равным 30 и 45°. Изготовление тройников и крестовин для систем аспирации начинают с разметки, которую выполняют с помощью измерительных инструментов или совмещенных шаблонов. Как правило, разметку тройников и крестовин диаметром до 900 мм делают по совмещенным шаблонам, а для разметки деталей свыше 1000 мм применяют графический метод раскроя. Разметка тройников включает две операции: разметку ответвления и разметку ствола.
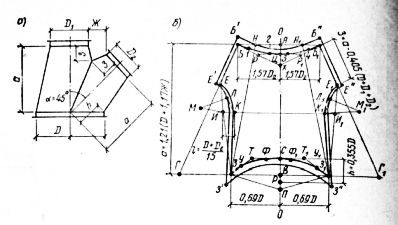
Рис. 2. Разметка ствола тройника
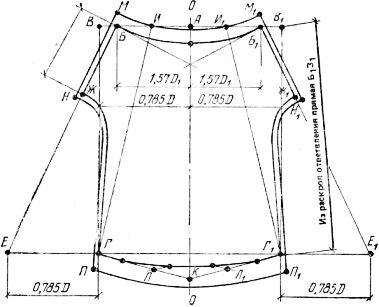
Рис. 3. Разметка ствола тройника
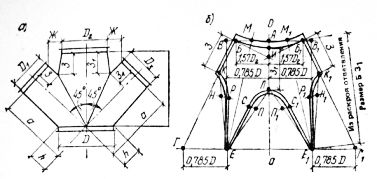
Рис. 4. Разметка крестовины графическим методом
Рис. 5. Построение разверток тройника с помощью шаблона
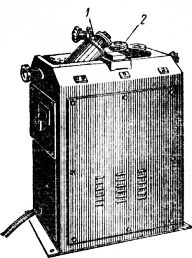
Рис. 6. Механизм для отгиба криволинейных кромок ВМС-63А После того как выполнена разметка элементов тройника, приступают к вырезке заготовок с учетом припусков, которые, как правило, для фальцевого соединения равны 8 мм и для насадки фальцев 10 мм. Всего вырезают четыре детали — две половинки ответвления и две половинки ствола. Эту операцию выполняют на механизме ВМС-106 для фигурной резки листового металла. На всех четырех заготовках на кромках ствола и ответвлений прокатывают короткий угловой фальц на механизме ВМС-53А, предназначенном для отгиба кромок под реечное соединение на заготовках фасонных частей воздуховодов круглого сечения. Механизм ВМС-53А состоит из станины, рабочего механизма, электропривода с редуктором и упора. Рабочий механизм имеет три профилирующих ролика — наклонный и два центральных. Отгиб кромок осуществляется путем последовательной проводки заготовки между наклонными и центральными роликами за две операции: предварительный отгиб на 90а и окончательный отгиб на 135°. Механизм может обрабатывать листовой металл максимальной толщиной 1,25 мм. Максимальный радиус кривизны отгибаемой кромки 200 мм. Масса механизма 200 кг. Затем на механизме СТД-16А прокатывают лежачий фальц на прямолинейных кромках у всех четырех заготовок попарно симметрично, а потом заготовки вальцуют на конус с помощью механизма СТД-89. Перед сборкой тройника на механизме СТД-16А со специальными роликами прокатывают две рейки шириной 23 мм и с отгибами с обеих сторон по 9 мм. Длина рейки зависит от длины тройника. Для того чтобы легче было вставлять рейку в прокатанные на заготовке фальцы, один конец у каждой рейки немного выпрямляют и отрезают с двух сторон под углом 45°. Затем восстанавливают профиль реек. При сборке ствола тройника замыкают прокатанные на заготовке два фальца и осаживают их на фальце-осадочном механизме СТД-28. В таком же порядке собирают ответвление, замыкая и осаживая фальцы. После того как собраны ствол и ответвление, приступают к сборке тройника. Для этого ствол и ответвление соединяют между собой соединительной рейкой, которую затем уплотняют и осаживают. Чтобы рейка не мешала насаживанию фланцев, конец ее (40—50 мм) надрубают и отламывают. На концах тройника устанавливают три фланца и закрепляют их. Процесс изготовления крестовин аналогичен процессу изготовления тройника, за исключением того, что увеличивается число ответвлений. Похожие статьи: Навигация: Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Информационный сайт о строительных материалах и технологиях. Контакты: Никита Королёв - © 2008-2014 |
© Все права защищены.
Копирование материалов невозможно. |
|