|
|
Навигация:
Из листов размером 1000X2000 и 1250X2500 мм можно изготовить прямые участки круглых воздуховодов диаметром соответственно 355 и 710 мм и прямоугольные со сторонами размером 400X500 и 500X600 мм. Для прямых участков воздуховодов больших размеров листы металла соединяют между собой на сварке или на фальцах. Такие полосы, составленные из листов металла, называют картинами. Их ширина не должна превышать 2500 мм. Для фальцевых воздуховодов картину собирают на лежачих фальцах, а для сварных металлические листы сваривают с помощью сварочных полуавтоматов. Перед сборкой картины листы металла необходимо очистить от грязи и, если необходимо, обрезать на механизме СТД-9А, чтобы устранить саблевидность, неровности и другие дефекты и получить прямые линии и точные углы, равные 90°, между кромками листа. Размер картины следует определить перед сборкой в зависимости от предполагаемого размера воздуховода. Пример. Определить длину картины, необходимой для изготовления прямого участка фальцевого стального воздуховода диаметром 1800 мм (по нейтральной оси, т. е. половину толщины металлического листа). Длину развертки картины берем по табл, 11, в соответствии с которой она составит 5644 мм. Учитывая, что при изготовлении картины будут два промежуточных и один замыкающий продольные фальцы, необходимо предусмотреть припуск. Величину припуска на фальц определяют в зависимости от конструкции фальца и диаметра воздуховода. Так, для воздуховода диаметром 1800 мм из стали толщиной 1 мм ширина одного фальца будет 12 мм. Тогда припуск на один фальц составит 32 мм, а припуск на три фальца 3X32 = 96 мм. Таким образом, длина всей заготовки будет равна длине развертки картины плюс припуск на фальцы: 5644+96=5740 мм. Определяем число стандартных стальных листов; лист длинной стороной расположен поперек воздуховода, следовательно: 5740:2500=2,29 листа. Таким образом, для изготовления картины требуются два листа длиной 2500 мм и еще 740 мм.
Рис. 1. Зависимость числа замыкающих швов от размера картины
Рис. 2. Сборка картины правильная (а) и неправильная (б)
Рис. 3. Вырубка шва при угловом защелочном соединении При сборке картины следует руководствоваться техническими условиями, не допуская пересечения фальцевых швов и следя, чтобы в одной точке картины было не более двух лежачих фальцев. Правильная сборка картины показана на рис. 2, а, неправильная на рис. 2,6. Для получения максимальной толщины швов выполняют предварительную высечку уголков в начале и в конце фальцевой кромки листа. При изготовлении воздуховодов из картин на угловых защелочных и реечных соединениях необходимо вырубить шов на глубину фальца.
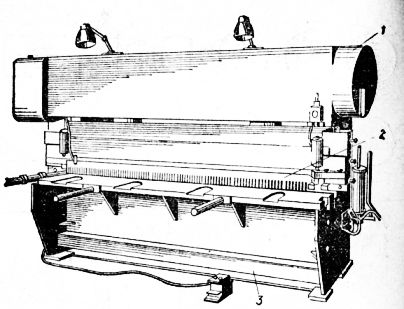
Рис. 4. Механизм для отрезки листового металла СТД-9А Сборка картин на фальцевых соединениях выполняется следующим образом: Отрезка кромок металлических листов и вообше резка металла производится на специальных механизмах СТД-9А и крайне редко с помощью ручных или стуловых ножниц. Серийно изготовляемый механизм СТД-9А предназначен для резки листовой стали, латуни, алюминия и других листовых материалов толщиной до 5 мм и максимальной шириной 2500 мм. Механизм состоит из привода муфты включения, ножевой балки с прижимом и предохранительного устройства, установленного перед ножевой балкой для обеспечения безопасной работы. Управление механизмом осуществляется выносной электропедалью. Лист металла вставляют под ножевую балку и прижимают. После включения муфты ножевая балка опускается и происходит отрезка листа. Механизм работает на режимах одиночного или непрерывного хода. Масса механизма 5070 кг. Механизм СТД-522 аналогичен по устройству механизму СТД-9А и состоит из сварной станины, ножевой балки, стола, упора и световой линейки, обеспечивающей точность реза по разметке. Максимальная толщина разрезаемых листов 2,5 мм при длине реза 2500 мм. Масса механизма 2600 кг. Линия автоматической мерной резки заготовок вентиляционных изделий СТД-13008 предназначена для изготовления мерных заготовок из рулонной стали шириной 350—1250 мм, толщиной 0,63—1,5 мм и может быть использована в заготовительных цехах различных предприятий. Годовая производительность линии при односменной работе 1,750 тыс. м2. Занимаемая линией площадь составляет 70 м2, масса — не более 14 550 кг, скорость резания — 30 м/мин, длина отрезаемой заготовки — от 50 до 4000 мм. Обслуживает линию один оператор. Работает линия следующим образом. Тележка с рулоном стальной ленты массой до 10 т движется по рельсам к разматывателю и с помощью тележки поднимается на уровень катушки разматывателя и надевается на нее. Затем лента с разматывателя заправляется в кром-коотрезной механизм, который отрезает кромку у ленты, делая ее геометрически правильной формы.
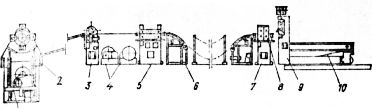
Рис. 5. Автоматическая линия резки СТД-13008 рулонной стали на листы После отрезки кромок стальная лента заправляется в правильный механизм, который предназначен для вытравления рулонной тонколистовой стали. Далее лента через петлевой компенсатор с помощью двух фотореле, контролирующих длину петли, подается в механизм валковой подачи, предназначенный для подачи ленты к механизму реза, при этом датчиком со счетчиком импульсов отсчитывается заданная длина заготовки. На механизме реза производится резка стальной ленты на заданные размеры. После отрезки заготовка поступает в листоукладчик, состоящий из подъемного стола, рельсовых путей и механизма перемещения. Стол состоит из двух сварных рам, соединенных рычажной системой, и снабжен перемещающимся упором для отрезанных заготовок. По мере загрузки листоукладчика стол опускается и может перемешаться на 500 мм по рельсовому пути с помощью пневмоцилиндра. Грузоподъемность листоукладчика 5000 кг. Листоукладчик после заполнения заготовками из металлической ленты с помощью мостового крана или другого механизма перемещается к месту заготовки воздуховодов или других фасонных частей. При применении автоматизированной линии мерной заготовки вентиляционных изделий СТД-13008 отмечается ряд преимуществ: Механизм СТД-28 предназначен для осаживания лежачих и угловых фальцевых соединений (швов) круглых и прямоугольных воздуховодов, фальцы которых изготовлены на фальцепрокатных механизмах.
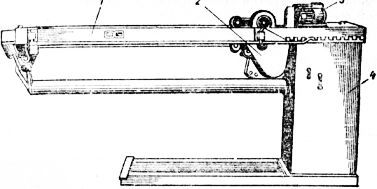
Рис. 6. Фалъцеосадочный механизм СТД-28 Механизм СТД-28 состоит из основания, верхней балки, самоходной головки с роликами, на которой установлен электропривод головки с редуктором, балки-матрицы и сменных роликов осадки лежачего или углового фальцевого соединения. На механизме СТД-28, кроме осадки фальцев при образовании картин, осаживают фальцы на воздуховодах круглых диаметрами от 160 до 1800 мм и прямоугольных с минимальным размером 160X180 мм. Масса механизма 1700 кг. Заготовку картины помещают на балку-матрицу механизма СТД-28 фальцевым швом вверх, затем приводят в действие самоходную каретку, которая, перемещаясь по фальцевому шву, специальными роликами производит осадку. При осадке фальцев устанавливают и снимают воздуховод, откидывая серьгу, которая во время работы поддерживает передний конец балки-матрицы. Заканчивают изготовление картины выверкой углов, чтобы они были равны 90°, и в случае необходимости подрезкой кромок. Похожие статьи: Навигация: Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум |
|
|
|

|
Информационный сайт о строительных материалах и технологиях. Контакты: Никита Королёв - © 2008-2014 |
© Все права защищены.
Копирование материалов невозможно. |
|