|
|
Навигация:
Изготовление сварных воздуховодов принципиально не отличается от изготовления фальцевых воздуховодов, хотя и имеет определенную специфику, и в первую очередь то, что соединение отдельных деталей заготовок воздуховодов выполняется с помощью сварных швов. Разметка прямых участков и фасонных частей сварных воздуховодов так же, как и разметка фальцевых воздуховодов, осуществляется графическим методом или с помощью шаблонов с той лишь разницей, что вместо припусков на фальцевое соединение на заготовках дается припуск на сварной шов. После разметки прямого участка на листе металла или картины их обрезают в заданных размерах на механизме СТД-9А. Затем заготовку помещают в валки механизма СТД-14 или СТД-518, вальцуют, образуя обечайку, и делают на ней прихватку £ва в трех-четырех местах. С помощью полуавтомата По выполняют сплошную проварку шва обечайки, осле этого берут готовую обечайку, надевают два фланца и делают отбортовку с одновременным образованием зига на механизме СТД-588.
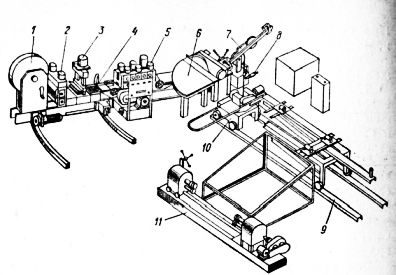
Рис. 1. Поточная линия СТД-450 Более эффективно изготовление прямых участков воздуховодов на автоматизированной линии СТД-450 путем навивки стальной ленты, толщина которой определяется проектом. Автоматизированная линия СТД-450 предназначена для изготовления цилиндрических обечаек диаметром 180—2000 мм и длиной 2000—5000 мм методом свивки и одновременной плазменной или электродуговой сварки в среде двуокиси углерода, образующей шов воздуховода. Эта линия состоит из разматывателя, блока направляющих роликов, формовочной головки, агрегата сварки шва и агрегата резки мерной заготовки. Лента шириной 400—750 мм и толщиной 0,8—2,2 мм, сматываемая с рулона, подается через валковый механизм блока направляющих роликов в формовочную головку. Рабочая полость формовочной головки представляет собой цилиндрическую поверхность, диаметр которой соответствует наружному диаметру обечайки. Масса рулона ленты 5000 кг; производительность линии (средняя) 35 м/ч; масса линии 14130 кг. Изготовление отводов круглого сечения начинают с оазметки и вырубки заготовок звеньев и стаканов на механизме ВМС-106 или на эксцентриковом прессе. Затем на механизме СТД-14 звенья вальцуют и делают прихватку электросваркой в трех-четырех точках. На зиг-машине ВМС-76В на звеньях выполняют раструбы, при этом на центральном звене раструбы делают с двух сторон. Собирают отвод, присоединяя на прихватке отдельные звенья (для систем аспирации и пневмотранспорта),» а затем к звеньям присоединяют стаканы. Для общеобменных систем, где отвод с центральным углом 90° состоит из одного звена, присоединяют с обеих сторон стаканы, а отвод с центральным узлом 45° собирают из двух стаканов. После сборки на прихватке делают сплошную проварку швов, используя различные сварочные аппараты. Насаживают два фланца и отбортовывают кромки отвода на зеркало фланца или приваривают их с одной или двух сторон. Сварные отводы по аналогии с фланцевыми отводами можно изготовлять из звеньев и стаканов, нарезанных из заранее сделанной царги. После сборки на прихватке звеньев и стаканов отвод сваривают и насаживают на него фланцы. Утки круглого сечения составляют из двух отводов с относом, величина которого приводится в справочных таблицах. Если необходимо получить относ больше, чем указано в таблицах, то между отводами вставляют патрубок нужного размера. Для образования тройника или крестовины круглого сечения вначале изготовляют переход — основную составляющую этих деталей. После разметки на листе металла или картины заготовки перехода вырезают прямые участки — на механизме СТД-9А и криволинейные — на высечном механизме ВМС-106 с учетом припусков на сварное соединение. Затем заготовку перехода вальцуют на механизме ВМС-85 или СТД-518, делают прихватку и сваривают замыкающий шов. Переход офланаовы-вают, насаживая на концы перехода фланцы разных Диаметров. После того как сделан переход, в готовой царге размечают одно или два отверстия и электровиброножница-ми или механизмом СТД-72002 для микроплазменной Рзки вырезают отверстия. Плотно подогнав переход к рамкам вырезанного отверстия, соединение обваривают и на концы тройника или крестовины насаживают и приваривают фланцы. Изготовление тройников и крестовин для систем аспирации и пневмотранспорта начинают с разметки полуразверток ствола и ответвлений (две заготовки). Затем их вырезают на механизме ВМС-106. Размечают вторые половины ствола и ответвлений, используя вырезанные заготовки как шаблон. С помощью механизма СТД-89 вальцуют заготовки, выдерживая заданные размеры. Собирают свол и ответвления сначала на прихватке, а затем сваривают швы тройника или крестовины в местах соединения заготовок. Надевают фланцы и приваривают их. Изготовление прямых участков воздуховодов прямоугольного сечения начинают с разметки и обрезки листа или картины в заданных размерах на механизме СТД-9А с припуском для сварки внахлестку стальных листов толщиной до 1,5 мм и сварки встык листов большей толщины. Затем на листогибочном механизме СТД-521 гнут стороны заготовки по заранее сделанной разметке так, чтобы замыкающий сварной шов был на средине широкой стороны воздуховода. Собирают обечайку воздуховода сначала на прихватке, а затем сваривают замыкающий шов. Надевают фланцы, прихватывают их и отбортовывают кромку обечайки на зеркало фланца или приваривают фланцы сплошным швом с одной или двух сторон. Изготовление отводов прямоугольного сечения начинают с разметки двух боковин и вырезки их на механизме ВМС-106. Для массового производства изготовление заготовок боковин отводов размером до 400X400 мм целесообразно заменить штамповкой на прессах. Затем размечают и вырезают на механизме СТД-9А заготовки затылка и шейки отвода в заданных размерах. При массовом производстве более экономично для изготовления заготовок затылка и шейки заранее приготовить металлическую ленту необходимой ширины, от которой затем отрезать куски требуемой длины. После этой операции заготовки затылка и шейки вальцуют на механизме СТД-518 или ВМС-85 до получения необходимой кривизны. К одной из боковин приставляют шейку и прихватывают ее, затем приставляют к этой детали вторую боковину и потом затылок, делают сплошную проварку швов отвода. В заключение надевают на отвод два фланца, прихватывают их электросваркой и отбортовывают, если позволяет толщина, металла, или приваривают фланцы к отводу. Утки прямоугольного сечения составляют из двух отводов с относом на величину, которая приводится в справочниках, при необходимости между отводами вставляют прямой участок воздуховода требуемой длины и затем сваривают все детали вместе. В зависимости от толщины металла воздуховода фланцы, надетые на утку, приваривают или закрепляют, отбортовывая край воздуховода на зеркало фланца. Для образования тройника вначале изготовляют переход. Для этого на листе металла так же, как при выполнении фальцевого перехода, делают разметку трех сторон заготовки этой детали, вырезают ее на механизме СТД-9А и гнут заготовку на механизме СТД-521 в заданных размерах. Отдельно размечают и вырезают четвертую замыкающую сторону перехода. Из заготовок деталей собирают на прихватке переход, делают сплошную проварку швов и с одной стороны насаживают фланец и закрепляют его сваркой или отбортовкой. Затем в заранее приготовленном прямом участке воздуховода с соблюдением требовании, аналогичных требованиям, соблюдаемым при изготовлении тройников на фальцевых соединениях, вырезают электровиброножницами или микроплазменной резкой отверстие, соответствующее величине перехода, приставляют переход к отверстию и вваривают его. При образовании крестовин прямоугольного сечения выполняют такие же операции, как при изготовлении тройников, только вместо одного перехода к царге приваривают два перехода. Для проверки качества и улучшения эстетического вида изделия все сварные швы после сварки необходимо тщательно очистить металлической щеткой от шлака и окалины. Как правило, сварные воздуховоды собирают на фланцевых соединениях, но в некоторых случаях круглые воздуховоды диаметром до 630 мм, изготовленные на спирально-сварных станах из металла толщиной не более 1 мм, собирают на бандажах. Похожие статьи: Навигация: Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Информационный сайт о строительных материалах и технологиях. Контакты: Никита Королёв - © 2008-2014 |
© Все права защищены.
Копирование материалов невозможно. |
|