|
|
Навигация:
Лепкой называют процесс выполнения из пластичного материала различных предметов, в том числе украшений, применяемых в архитектуре для декорирования фасадов и внутренних помещений зданий. Интенсивная индустриализация строительства резко сократила объем лепных работ, тем не менее они занимают определенное место при реконструкции и реставрации архитектурных памятников, при строительстве уникальных сооружений с повышенными или специфическими требованиями к их отделке. К основным материалам, применяемым при производстве лепных работ, относятся: скульптурная глина, пластилин, гипс, цементные растворы, желатин, клей, папье-маше, лаки и др. При отделке зданий лепными изделиями оформляют потолки, своды, карнизы, колонны, наличники, стены, пилястры, балконы, фронтоны. Архитектурные лепные декорирующие изделия разнообразны: базы и капители колонн и пилястров, детали украшения карнизов и фризов — порезки, ионики, бусы, балясины, кроншт&й-ны, модульоны, потолочные розетки, гирлянды, барельефы и горельефы. Инструментами для производства лепных работ служат большие и малые лопатки, ножи, долота различных форм, цикли, кисти, напильники и т. п. Процесс лепных работ складывается из изготовления моделей, формовки и отливки деталей. Модель лепного элемента выполняют в натуральную величину. Модели архитектурных деталей, имеющих простые прямолинейные или круглые-формы, изготовляют непосредственно из гипса вытягиванием или вытачиванием. Сложные орнаментальные модели лепят из глины. Благодаря хорошей пластичности глина может служить материалом для изготовления ‘моделей деталей любой сложности. Для того чтобы выполнить гипсовую модель с глиняного образца, изготовляют черновую форму. Эта форма получается после затвердевания гипсового раствора, нанесенного на модель из глины. После того как глина удаляется из формы, получается обратный отпечаток архитектурной детали, который заливают гипсовым раствором. Когда гипсовый раствор наберет достаточную прочность, черновая форма раскладывается стамесками, отливка освобождается и зачищается.
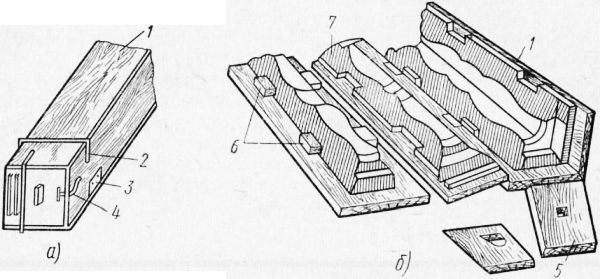
Рис. 1. Кусковая формовка балясины в деревянном кожухе: Наличие тщательно выполненных гипсовых моделей, изготовленных вытягиванием или черновой формовкой, дает возможность изготовить чистые формы для массовой отливки деталей. В зависимости от степени сложности детали, а также от материала, из которого она должна изготовляться для отливки, можно применять гипсовые кусковые или клеевые желатиновые формы. Кусковые формы изготовляют с таким расчетом, чтобы их отдельные части легко отделялись от модели. В момент формования отдельные куски скрепляются между собой слоем гипсового раствора, который образует на поверхности жесткий кожух. Жесткий скрепляющий кожух может изготовляться из дерева, как показано на рис. 1. Материалом для кусковых форм может служить гипс и цемент. Цементные кусковые формы используют для отливки в них изделий из простого и декоративного бетона. Клеевые формы, так же как и кусковые, — двухслойные. Внутренний слой, в котором происходит формование, выполняют из эластичного клеевого состава толщиной 1,5—2 см, позволяющего получать очень точные и чистые гипсовые копии. Верхний наружный слой клеевых форм делают в виде жесткого гипсового кожуха. До заливки гипсового раствора клеевая форма изнутри должна быть покрыта смазкой, исключающей прилипание отливки.
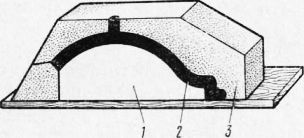
Рис. 2. Клеевая форма для отливки каблучка: Иногда формы для отливки деталей выполняют в виде комбинации кусковой и клеевой. При этом гладкие части изделия формуют в кусковой форме, а стороны изделия с усложненными деталями — кусками той же формы с клеевым покрытием. Порядок и способы установки и крепежа лепных украшений зависят от массивности изделий и условий, в которых они будут находиться. Мелкие легкие гипсовые изделия, примыкающие к внутренним стенам, могут устанавливаться на гипсовом растворе без дополнительных креплений. Для лучшего сцепления раствора поверхность изделия и стены насекаются. Крепеж массивных лепных изделий и деталей, имеющих значительный вынос, осуществляется с помощью металлических консолей, штырей, проволочной скрутки. Все металлические изделия должны быть защищены от коррозии. — К работам по ремонту лепных деталей или установке новых .зрешается приступать только после окончания тех общестроительных и специальных работ, производство которых может привести к порче лепных изделий. При замене частей старых лепных деталей новыми последние должны быть изготовлены из тех же материалов, что и старые. Исправление и замена лепных деталей на фасадах должны производиться после того, как будут отремонтированы настенные желоба, свесы, кровли и покрыты карнизы, пояски и сандрики. Лепные изделия, доставленные на стройку, должны быть полностью готовыми к установке и не требовать дополнительной обработки. На лицевой поверхности лепных изделий не должно быть раковин, изломов, трещин и наплывов раствора. Рисунок (профиль) рельефных лепных изделий должен быть четким. Лепные детали на наружных частях зданий, как правило, должны изготовляться из цементных растворов. В случае применения гипсовых деталей они до окраски должны быть защищены от воздействия атмосферных осадков водостойкими покрытиями (олифа). Формы для отливки гипсовых изделий должны изготовляться из технического желатина, мездрового клея или формо-пласта. Желатин и клей не должны иметь гнилостного запаха. Смазка моделей и форм должна производиться смесью стеарина с керосино^. Для изготовления смазки в 400 г расплавленного стеарина вливается 1000 г керосина (после снятия стеарина с огня). Гипсовые формы, изготовленные для отливки из цемента, должны смазываться олеонафтом. Формы должны четко передавать все детали модели, не должны иметь недоливов, трещин, раковин и прочих дефектов. Влажность гипсовых форм должна быть не более 8%. Отклонения в размерах форм, превышающие 2 мм на 1 м, не допускаются. В клеевых формах может быть изготовлено 25—30 отливок, а в гипсовых—10—15, изготовление большего числа отливок допускать не следует во избежание снижения их качества. При изготовлении крупных отливок в них должны быть заложены приспособления для крепления этих отливок к поверхности. Крепление архитектурных деталей на фасадах должно выполняться в строгом соответствии с проектом и расчетами на прочность. Для наклейки элементов легкого лепного сборного карниза на стену или потолок наносится тонкий слой гипсовой мастики, для временного крепления элементы должны быть прошиты толевыми гвоздями через 1 —1,5 м. Карнизы тяжелых гипсовых деталей и лепные украшения потолков сложного профиля (сечением более 50 см2), помимо мастик и растворов, необходимо крепить к основанию при помощи металлических скоб проволочных закруток с антикоррозионными покрытиями. Розетки для легкой (одноламповой) осветительной арматуры крепятся к бетонному перекрытию с помощью пробок; люстры должны подвешиваться к специальным крепежным выпускам из перекрытия. Детали из бумажной массы прикрепляются мастикой, изготовленной из клея и этой массы. Если утраченные части лепных деталей невелики и утраты не носят массового характера, то восстановление их может быть выполнено на месте накладкой гипсового раствора и формовкой утраченной части. Старые набелы окраски с лепных деталей должны очищаться деревянным инструментом, применение маталлического инструмента для этой цели не допускается. Для облегчения очистки набелов поверхности предварительно смачивают теплой водой. Расчистку надо производить осторожно, последовательно по слоям, с тем чтобы не было повреждения деталей. Ремонт и восстановление штукатурных тяг необходимо производить с соблюдением следующих требований: Вместо вытягивания штукатурных тяг и карнизов следует по возможности применять сборные элементы, отливаемые в формах и укрепляемые к оштукатуренным поверхностям стен и потолков, как указано в п. 2.12. Сборные элементы карнизов и тяг должны отливаться в мастерской в деревянных или металлических формах, изготовленных в соответствии с архитектурным проектом. Для отливки применяется раствор состава 2 : 1 (гипсо-древесные опилки). Отливки армируются вдоль изделия несколькими драницами, укладываемыми так, чтобы дрань была втоплена в раствор не менее чем на 1 см. Продольные драницы должны быть связаны между собой несколькими поперечинами, располагаемыми в зависимости от формы изделия. Установка сборных карнизов производится, как правило, длиной не меньше 2 м так, чтобы не было заметных для глаза переломов в местах соединения соседних элементов. Отклонения от контрольного правила не должны превышать 3 мм в одном месте. При отделке поверхностей стен и потолков обшивочными листами (сухой штукатуркой) могут применяться деревянные строганые карнизы, прикрепляемые к поверхности гвоздями. Деревянные карнизы могут состоять из одного или нескольких элементов. В углах деревянные карнизы соединяются «на ус» срезкой под углом 45°. Элементы соединяются по длине карниза срезом и тщательно подготавливаются, шов заделывается клеевой шпаклевкой. Похожие статьи: Навигация: Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Информационный сайт о строительных материалах и технологиях. Контакты: Никита Королёв - © 2008-2014 |
© Все права защищены.
Копирование материалов невозможно. |
|