|
|
Навигация:
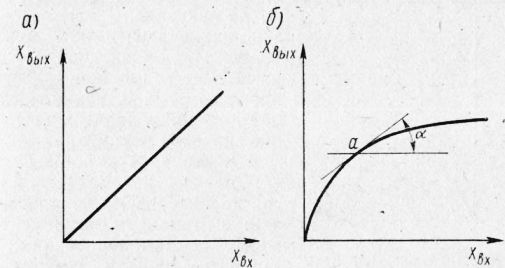
В каждом объекте автоматизации имеется определенная зависимость между выходными и входными величинами. Эту зависимость можно выразить аналитически (на основании материального и энергетического балансов объекта) или графически, сняв экспериментально соответствующие кривые. Характер зависимости между выходными и входными величинами зависит от статических и динамических свойств объекта, которые определяются статическими и динамическими характеристиками. Статической характеристикой называют зависимость выходной величины от входной в равновесном состоянии, т. е. когда каждому значёнию входной величины соответствует определенное значение выходной величины. Статические характеристики систем автоматики можно получать экспериментальным путем. Если статические характеристики нелинейны, кривую заменяют приближенной линейной около точки а. Для этого проводят касательную линию к характеристике в точке а. На практике чаще применяют динамические характеристики (их еще называют переходными).
Рис. 1. Статические характеристики САР: Динамической характеристикой элемента или системы называют зависимость изменения во времени его выходной величины от входной в переходном режиме. В реальных условиях эксплуатации систем автоматики, когда воздействуют все время различные возмущения в приборах, динамический режим является характерным режимом работы. Поэтому получение динамических характеристик составляет одну из основных задач САР. Динамические характеристики можно выражать аналитическим и графическим методами. Аналитически динамические характеристики выражают дифференциальными уравнениями, которые определяют главные закономерности процесса, а графическим способом в виде графиков, на которых на оси абсцисс откладывают время, а по оси ординат — значение выходной величины Хвых. Обычно динамическую характеристику получают экспериментально-аналитическим методом. Такой способ менее трудоемок, чем составление аналитических уравнений, о которых было сказано ранее. Для получения динамической характеристики по экспериментально-аналитическому методу проводят скачкообразное изменение входной величины и определяют изменение выходной величины в функции времени. Объекты автоматизации процессов характеризуются рядом величин: емкостью, коэффициентом емкости, самовыравниванием, запаздыванием времени разгона и скоростью последнего. Под емкостью объекта подразумевают запас вещества или энергии, содержащейся в нем при заданном значении выходного (регулируемого) параметра. Емкость объекта характеризуется коэффициентом емкости, т. е. количеством регулирующего агента, подводимого к объекту (или отводимого от него), необходимого для изменения величины параметра на единицу его измерения. Например, размерность коэффициента емкости при регулировании уровня в баке выражают в м3/м (высота уровня), т. е. в м2. Как известно, при одинаковой разности между притоком и расходом жидкости в сосудах с разными диаметрами скорость изменения уровня в сосуде с малым диаметром будет больше. Следовательно, в регулируемых объектах с малым коэффициентом емкости отклонение регулируемого параметра (при прочих равных условиях) будет более значительным, чем у объектов с большим коэффициентом емкости. При регулировании’ давления коэффициент емкости получают как отношение объема жидкости или газа, находящегося в регулируемом объекте, к значению регулируемого давления. В тех объектах, где регулируется температура, коэффициентом емкости считают отношение количества тепла, аккумулированного в объекте, к регулируемому значению температуры или то количество тепла, которое необходимо ввести в объект (или вывести из него), чтобы температура регулируемой среды изменилась на Г.
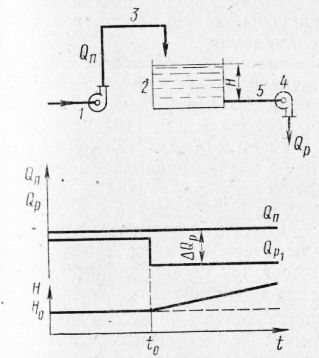
Рис. 2. Динамические характеристики САР При одинаковых возмущениях чем меньше коэффициент емкости, тем быстрее будет изменяться регулируемый параметр, и наоборот. Объекты регулирования обычно отделены друг от друга различными технологическими устройствами, которые обладают соответствующим сопротивлением. Так, при регулировании температуры проясняется термическое сопротивление материала аппаратов, при регулировании уровня жидкости в баках — гидравлическое сопротивление соединительных трубопроводов и запорной арматуры. Объект автоматического регулирования, состоящий из одной емкости и сопротивления, называют одноемкостным. Объект с несколькими емкостями, участвующими в процессе регулирования и разделенными между собой сопротивлениями, называется многоемкостным.
Рис. 3. Схема САР без самовыравнивания параметра
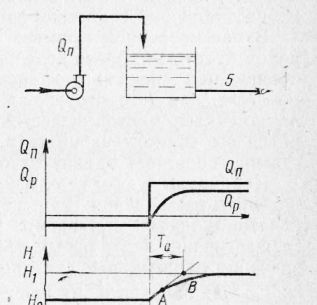
Рис. 4. Схема САР с самовыравниванием параметра Самовыравниванием объекта автоматизации называют свойство его приходить после возмущения к установившемуся состоянию без воздействия регулятора. Самовыравнивание зависит от свойства объекта и способа его включения в схему технологического процесса. Рассмотрим процесс самовыравнивания на примере заполнения сосуда жидкостью. Пусть жидкость, нагнетаемая насосом, поступает в бак через трубку, конец которой находится выше уровня жидкости в баке. Из бака жидкость откачивается насосом через трубку. При нарушении равновесия между притоком Qп и расходом Qp уровень жидкости в баке либо повышается до той поры, пока бак не переполнится, либо, наоборот, понижается до тех пор, пока вода не уйдет из бака. В данном случае самовыравнивания процесса не происходит. Несколько измененный случай регулирования показан на рис. 2.5, когда вода подается в бак насосом, как в предыдущем случае, но выливается она свободно через трубку, присоединенную ко дну бака. При неравенстве притока расходу уровень жидкости в баке изменится: если приток воды больше ее расхода, то уровень будет повышаться; однако вследствие увеличения гидростатического напора увеличится и количество воды, вытекающей из бака через сливную трубу. Через некоторое время вследствие повышения уровня воды увеличивающийся расход ее станет равен увеличенному притоку и вновь наступит равновесие, причем дальнейшее повышение уровня жидкости в баке прекратится. При уменьшении притока уровень воды будет понижаться до тех пор, пока расход, который будет уменьшаться вследствие уменьшения гидростатического напора, не станет равен ее притоку. Процесс опять достигнет состояния равновесия при новом, более низком уровне жидкости в баке. Отсюда видно, что рассмотренный процесс обладает свойством самовыравнивания. В рассмотренном примере равновесие между притоком и расходом будет обеспечено без участия регулятора, но при новом установившемся значении величины расхода. Следовательно, в любом процессе, для того чтобы параметр, определяющий этот процесс, не изменялся, приток вещества или энергии в объект должен быть равен его расходу из объекта. Наличие самовыравнивания существенно облегчает задачу автоматического регулирования. Параметры в объектах изменяются не одновременно с возникновением возмущения (нарушением притока или расхода), а через некоторое время, называемое запаздыванием процесса в объекте. Запаздывание — это время, требующееся для установления нового значения параметра и для преодоления инерционности объекта. Случай запаздывания процесса подразделяют на емкостное, переходное и передаточное (транспортное). Под емкостным запаздыванием понимают замедление в изменении регулируемой величины при изменении притока или расхода, обусловленное емкостью объекта или тепловым и гидравлическим сопротивлениями (например, тепло передается через стенки, имеющие изоляцию; при этом чем больше время передачи тепла, тем больше запаздывание). Передаточное запаздывание — это задержка в изменении регулируемого параметра вследствие того, что движение‘тепла или другого фактора, распространяясь от места подачи, достигнет места установки реагирующего (чувствительного) элемента регулятора лишь через некоторый промежуток времени. Запаздывание регулирования процесса ухудшает его и уменьшает устойчивость системы, поэтому нужно стремиться к максимальному его уменьшению. Время Та от произвольной точки А, взятой на кривой разгона, до точки В пересечения касательной, проведенной через точку А, с линией, соответствующей установившемуся значению регулируемого параметра Н, называют постоянной времени объекта регулирования. Постоянная времени равна такому его промежутку, который необходим для того, чтобы после возмущения регулируемая величина достигла нового установившегося значения при сохранении начальной скорости ее изменения. Время разгона процесса характеризует его инерционность: чем больше время разгона Та, тем медленнее изменяется регулируемая величина при появлении возмущения. Величину, обратную времени разгона, называют скоростью разгона процесса объекта. Она представляет собой скорость изменения регулируемой величины при максимальном возмущении. Кривая разгона процесса объекта является важной динамической характеристикой и может быть определена экспериментально. Для этого необходимо создавать возмущения в таких пределах, какие позволяют оборудование и технологический процесс. Свойствами, аналогичными свойствам объектов автоматизации, характеризуются и остальные звенья автоматической системы (регуляторы, регулирующие органы, исполнительные механизмы, датчики ит. п.). Похожие статьи: Навигация: Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум |
|
|
|

|
Информационный сайт о строительных материалах и технологиях. Контакты: Никита Королёв - © 2008-2014 |
© Все права защищены.
Копирование материалов невозможно. |
|