|
|
Навигация:
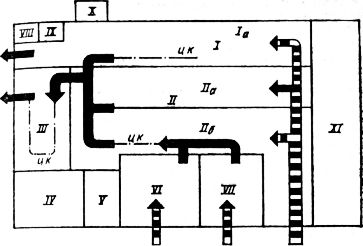
Современный завод вентиляционных заготовок — большое промышленное предприятие с полностью законченным технологическим производственным циклом, с железнодорожными подъездными путями, автомобильными дорогами, складским хозяйством и энергетическими службами. Различают два вида планировок производственных зданий: раздельную и сплошную. При раздельной планировке различные производственные процессы осуществляются в отдельно стоящих зданиях, что приводит к увеличению площади застройки и протяженности транспортных и энергетических коммуникаций, удорожанию стоимости строительства и повышению эксплуатационных расходов. В настоящее время заводы вентиляционных заготовок сооружаются по принципу сплошной планировки, при которой в одном крупном здании, под одной крышей размещают основные производственные цехи и большинство вспомогательных. Такая планировка дает существенную экономию при строительстве и эксплуатации зданий и, кроме того, позволяет ограничиться одной покрасочной установкой (вместо двух при раздельной планировке цехов) для воздуховодов всех видов, изготовляемых из углеродистых сталей, единым складом металла и т. д. Технология производства — это наука о различных способах обработки сырья и полуфабрикатов. Производственный процесс состоит из ряда технологических операций, определяемых спецификой данного производства. Очевидно, что технология любого производства должна предусматривать операции при изготовлении какой-либо продукции с минимальной затратой рабочего времени и максимальным использованием механизмов. Порядок выполнения производственных операций в нужной последовательности называют маршрутной технологией производственного процесса, которая на современных промышленных предприятиях составляется для изделия каждого вида. В настоящее время на заводах вентиляционных заготовок и ЦЗМ наиболее широкое распространение имеют операционный, поточный и поточно-механизированный методы производства. При операционном методе производства детали или узлы изготовляются на станках, механизмах и приспособлениях раздельно по операциям (резка металла, вальцевание, осаживание фальца и т. п.), в произвольной последовательности. При таком методе рабочий, как правило, выполняет не одну, а несколько операций, переходя с изготовляемой деталью от одного механизма к другому. Поточный метод производства характеризуется расчленением процесса изготовления продукции на отдельные операции, четким закреплением их за определенными рабочими и расположением рабочих мест по ходу технологического процесса. Поточный метод производства способствует широкому использованию специализированного оборудования, повышению производительности труда, лучшему использованию производственных мощностей, улучшению качества продукции и снижению ее себестоимости. Важнейшей предпосылкой внедрения поточного метода производства является специализация предприятий на выпуске однородной продукции в больших количествах, максимальное сокращение типоразмеров изделий на основе их унификации и типизации. Дальнейшим совершенствованием технологии изготовления вентиляционных заготовок явилось внедрение поточных механизированных и автоматизированных линий, на которых большинство производственных операций выполняются не рабочими, а автоматами. Одним из важнейших условий правильной организации заготовительного производства является правильный выбор планировки и места размещения цехов и отделений для наиболее рационального осуществления технологического процесса. Каждый завод вентиляционных заготовок состоит из различных цехов, отделений и вспомогательных служб. Цехом называется подразделение завода, в котором выполняется определенная часть процесса по превращению сырья в готовую продукцию или часть готовой продукции. Цехи или отделения бывают основными, вспомогательными, обслуживающими или подсобными и др. На заводах вентиляционных заготовок основными являются цехи по изготовлению фальцевых и сварных воздуховодов и вентиляционных деталей (бандажей, фланцев, клапанов и т. п.) и окрасочные; вспомогательными—инструментальный, краскоприготовительный; обслуживающими—ремонтный, компрессорный, изготовления тары и др. В подсобных цехах изготовляются главным образом изделия из отходов производства для нужд ширпотреба. Для правильного взаимодействия цехи должны размещаться так, чтобы однотипное оборудование или приспособления находились рядом, например цепной конвейер для подачи изделий в окрасочную камеру должен находиться рядом с местом изготовления деталей. Технологическое оборудование следует размещать в такой последовательности, чтобы обрабатываемая деталь дважды не возвращалась на пройденный участок. Одновременно необходимо предусмотреть кратчайший путь выхода готовой продукции к местам ее хранения. Важнейшими условиями организации производственного процесса являются максимальная механизация, т. е. замена ручного труда на всех операциях, где это возможно; хорошо организованные транспортные операции, начиная с подачи сырья, вывоза готовой продукции и передачи изготавливаемых деталей от одного станка к другому; использование внутрицеховых контейнеров для сбора деталей и отходов материалов. Важное значение имеют также вопросы организации труда и быта рабочих на заводе, состояние воздушной среды, уровень шума в цехах и производственная эстетика. На заводах, ЦЗМ и УЗМ должны быть организованы удобные бытовые помещения с раздевалками, душевыми, комнатами гигиены женщин, столовыми, местами отдыха и т. п. Внутренние поверхности помещений цехов следует окрашивать в рациональные цвета, снимающие зрительное напряжение у работающих, а оборудование и внутрицеховой транспорт (электрокары, мостовые краны и др.)—в цвета, предупреждающие об опасности. Должны быть решены вопросы вентиляции, особенно в сварочных и окрасочных цехах. Уровень производственного шума, превышающий допустимый, должен быть снижен любыми доступными средствами. Пример компоновки, учитывающий внутренние технср логические связи цехов, отделений и участков, приведен на рис. 1, где показана планировка одного из новых заводов вентиляционных заготовок. Завод расположен под одной крышей, имеет следующие основные цехи: сварных воздуховодов с отделением для изготовления фасонных частей и фальцевых воздуховодов с отделениями для изготовления фасонных частей, изготовления прямых участков и прямоугольных отводов. Цехи оснащены необходимыми механизмами и приспособлениями для обработки тонколистового металла в соответствии с выбранным технологическим процессом.
Рис. 1. Технологическая схема завода вентиляционных заготовок (стрелками показаны направления поступления сырья и выхода готовой продукции) Завод имеет малярное отделение, участок для изготовления прямых отрезков круглых воздуховодов со спирально-замковыми и спирально-сварными станами и участок для изготовления бандажей, шин и реек на автоматизированной поточной линии для бесфланцевых соединений воздуховодов. В этом же здании находятся сле-сарно-механическое отделение для выполнения отдельных заказов и ремонтных работ, а также трансформаторная подстанция, краскоприготовительное отделение, помещение, где расположено оборудование автоматического пожаротушения окрасочной камеры. Компрессорная станция вынесена отдельно. К цеху примыкают бытовые помещения, в которых расположены столовая, душевые, раздевалки и административное отделение завода. Технологические потоки предусматривают централизованную подачу металла в цехи и электро- и автопогрузчики, а затем раздачу его мостовыми кранами по цехам к рабочим местам. Из металла изготовляются прямые участки воздуховодов, фасонные части, типовые вентиляционные детали и др. Готовые изделия из разных цехов с помощью цепного конвейера поступают в малярное отделение, где после окраски этим же конвейером подаются на склад готовой продукции. Исключение составляют воздуховоды и фасонные части больших размеров, которые, минуя малярное отделение, поступают на специальную площадку для окраски с помощью ручных краскораспылителей или специальных установок. Рассматриваемый завод вентиляционных заготовок рассчитан на годовой выпуск вентиляционных изделий на сумму 4400 тыс. руб. Похожие статьи: Навигация: Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Информационный сайт о строительных материалах и технологиях. Контакты: Никита Королёв - © 2008-2014 |
© Все права защищены.
Копирование материалов невозможно. |
|