|
|
Навигация:
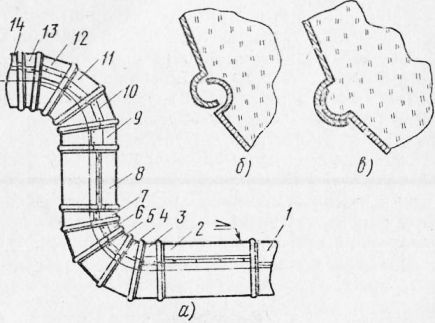
Подготовка к монтажу. До начала работ изучают проект тепловой изоляции и производства работ и в соответствии с этим организуют рабочее место так, чтобы обеспечить безопасность работ, установить механизмы для подъема материалов, оборудование для мелких доделок и подгонки элементов покрытия на месте монтажа. Звено изолировщиков обеспечивают комплектом инструментов: складным метром, рулеткой, чертилкой, ручными ножницами (прямыми и лекальными), натяжными машинками (большой и малой), сверлилкой с набором сверл, заклепочной машинкой, кусачками, клещами, отверткой, киянкой, молотками. На одну бригаду выдается портативная зиг-машина, которую устанавливают на рабочем месте. Элементы металлических покрытий перед укладкой на изолируемую поверхность проверяют. Фальцевые соединения картин должны быть уплотнены, обжаты. Заготовки не должны иметь искривлений, надрывов и надрезов наружных кромок. Элементы покрытий из черных металлов должны быть с двух сторон покрыты олифой с добавлением 5% сурика (по массе) или другими антикоррозионными составами. Все заусенцы на готовых элементах покрытия должны быть зачищены. Размеры готовых элементов должны соответствовать указанным в проекте или на эскизах натурным замерам. Особенно тщательно проверяют угол и радиусы изгиба криволинейных элементов. Вмятины, прогибы и другие дефекты на поверхности элементов покрытия не допускаются. Зиги должны быть полного профиля, без искривлений и извилин. Металлические покрытия монтируют по заранее подготовленному слою тепловой изоляции. Слой тепловой изоляции должен быть ровным, гладким, без выступающих частей и разрывов. Он должен плотно прилегать к изолируемой поверхности, не иметь пустот, щелей и по конфигурации соответствовать изолируемому объекту. Монтаж металлических покрытий. При изоляции горизонтальных трубопроводов, выполненной из мягких уплотняющихся теплоизоляционных материалов, при диаметре изоляции более 350 мм металлические покрытия устраивают по опорным кольцам, которые устанавливают у каждого поперечного шва, а также у всех фланцевых соединений, арматуры и отводов. На‘вертикальных трубопроводах опорные кольца выполняют двоякую роль — они фиксируют толщину изоляции и служат одновременно разгружающим устройством, которое препятствует сползанию основного слоя изоляции и элементов покрытия. Поэтому их устанавливают в любом случае независимо от диаметра трубопровода и материала основного слоя изоляции как уплотняющегося, так и жесткого. Монтаж металлического покрытия начинают с криволинейных участков и фасонных частей и ведут в сторону, противоположную уклону. Эту работу выполняет звено из двух изолировщиков: одного 4-го разряда и одного 3-го. На рис. 1, о показана последовательность установки элементов металлического покрытия на криволинейных участках труб. При такой последовательности исключается попадание влаги к изоляционному слою. Элементы металлического покрытия в месте разъема разводят на величину, чуть большую, чем диаметр изоляции, чтобы покрытие можно было свободно надеть на изоляцию. Затем покрытие поворачивают вокруг изоляции и располагают продольный шов на уровне горизонтальной оси трубопровода или на 40—50 мм ниже оси. Элементы покрытия стягивают натяженой машинкой до плотного прилегания к основному теплоизоляционному слою. При этом перекрытие продольного шва должно быть в пределах 30—50 мм. После этого изолировщик 3-го разряда просверливает сверлилкой отверстия по продольному шву с шагом не более 150 мм, а изолировщик 4-го разряда скрепляет кромки покрытия по шву самонарезающими винтами с помощью отвертки. Второй и последующие элементы устанавливают в описанном выше порядке с той лишь разницей, что последующие элементы сопрягают с предыдущими по поперечным швам. По окружности покрытия, по поперечным швам также устанавливают самонарезающие винты. Продольные швы последующих звеньев покрытия располагают на одной линии или вразбежку с чередованием через одно звено и со смещением не более 20—50 мм в зависимости от диаметра трубопровода. На вертикальных участках трубопроводов покрытия устанавливают снизу вверх. Чтобы под металлическую обшивку не затекала вода, верхние элементы должны перекрывать нижние на 30—50 мм в местах поперечных швов. На горизонтальных аппаратах, изолированных изделиями из волокнистых материалов, опорные кольца ставят на цилиндрической части аппарата через 3 м у днищ аппарата и у фланцевых соединений.
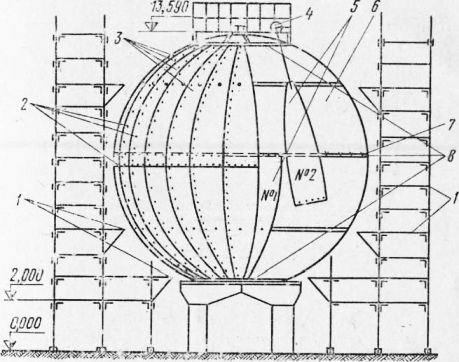
Рис. 1. Покрытие изоляции трубопроводов металлом на вертикальных поворотах: При монтаже картин, отдельных листов и обечаек их примеряют но месту, затем вырезают отверстия для выступающих частей аппарата. Картины устанавливают по поперечным швам на опорные лапки разгружающих устройств с перекрытием нижних картин. По этим швам картины не соединяют винтами для образования температурных швов. Обечайки монтируют горизонтальными рядами. Последующий по высоте ряд помещают на зиги, выполненные в верхней части обечайки нижнего ряда. Стягивают обечайки натяжными машинками. Затем просверливают отверстия и устанавливают самонарезающие винты. На сферических резервуарах для крепления листов металлического покрытия по основному слою изоляции располагают пять опорных горизонтальных поясов 8 шириной 50 мм, изготовленных из материала покрытия. По два пояса устанавливают в верхней и нижней частях резервуара и один в средней части выше линии горизонтального диаметра. Опорпые пояса состоят из элементов, скрепленных между собой самонарезающими винтами и закрепленных на поверхности изоляции проволочными скрутками, пропущенными через основной изоляционный слой.
Рис. 2. Монтаж металлического покрытия тепловой изоляции сферического резервуара: Покрытие выполняют снизу вверх. Сегмент № 1 лепестка крепят самонарезающими винтами одним концом к нижним опорным поясам, а другим — проволочными скрутками к среднему поясу. Нижнюю часть сегмента № 2 крепят винтами к среднему поясу, перекрывая верхнюю часть сегмента № 1 лепестка, а верхнюю часть притягивают проволочными скрутками к верхнему горизонтальному поясу и после натяжки закрепляют на нем и на втором верхнем поясе самонарезающими винтами. После монтажа лепестков устанавливают заранее заготовленную крышку и днище, закрывающее примыкание лепестков к верхнему и нижнему опорным поясам. В процессе монтажа металлического покрытия по месту вырезают отверстия под опоры, штуцера и трубопроводы и отделывают металлом покрытия. Металлическое покрытие на резервуаре монтирует бригада из 14 человек, в том числе: изолировщики 4-го разряда (4 человека), 3-Го разряда (6 человек) и 2-го разряда (4 человека). Металлическое покрытие должно быть ровным, без вмятин, прогибов, выпуклостей и других дефектов. Продольные и поперечные швы должны быть ровными, плотными и параллельными или перпендикулярными оси изолируемого объекта. Металлическое покрытие должно плотно облегать изоляцию. При устройстве металлических покрытий разрешается работать только в рукавицах во избежание пореза рук об острые кромки металла.
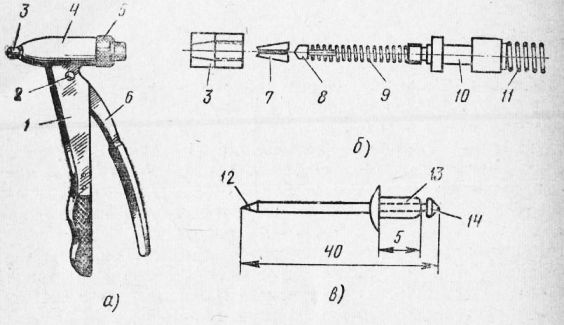
Рис. 3. Заклепочные клещи и заклепка; При работе с электрифицированным инструментом необходимо соблюдать правила электробезопасности. Кроме самонарезающих винтов для крепления элементов металлических покрытий применяют также полые заклепки из стали и алюминиевых сплавов, которые закрепляют заклепочными клещами. В переднем конце головки клещей ввинчена капсула, с отверстие которой пропускают штифт заклепки. На задний торец головки навинчена крышка. При свободных рычагах сухарики зажаты между торцом капсулы и коническим упором с пружиной. При таком положении сухарики не сжимают штифт заклепки, и он свободно входит внутрь головки клещей. При сжиме рукояток, тянущий механизм передвигается назад, сухарики оказываются зажатыми между конической стенкой капсулы и коническим упором. В этом положении штифт заклепки зажат между сухариками и вместе с тянущим механизмом втягивается внутрь головки клещей. Заклепки при соединении элементов металлопокрытия устанавливают так. В просверленное в металлопокрытии отверстие вставляют заклепку со штифтом до упора головки заклепки о поверхность покрытия. Затем острый конец штифта вводят внутрь головки клещей и попеременно сжимают и отпускают рукоятки. При дальнейшем сжатии рукояток головка штифта отрывается от стержня и закупоривает собой отверстие в полой заклепке. Штифт с оторванной головкой удаляют из головки клещей, после чего устанавливают следующую заклепку. Похожие статьи: Навигация: Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Информационный сайт о строительных материалах и технологиях. Контакты: Никита Королёв - © 2008-2014 |
© Все права защищены.
Копирование материалов невозможно. |
|