|
|
Навигация:
Винтовые компрессоры. По сравнению с поршневыми компрессорами винтовые характеризуются малой массой, хорошей уравновешенностью, надежностью, долговечностью, равномерностью подачи пара (отсутствие пульсации) и малой чувствительностью к влажному ходу. К недостаткам относят недостаточную ремонтопригодность из-за сложности Изготовления роторов и высокий уровень шума. Техническое обслуживание винтовых компрессоров несложно и сводится к контролю герметичности фланцевых соединений, арматуры, торцевого уплотнения, контролю температуры и уровня масла, состояния фильтров, работы маслонасоса, давления масла и давления нагнетания компрессора. В процессе эксплуатации масло меняют при каждом профилактическом осмотре. Наиболее сильно изнашиваются в процессе эксплуатации подшипники скольжения, сопрягаемые с ними шейки роторов, подшипники качения, детали торцевых уплотнений и регуляторов производительности. Периодичность ремонта холодильного винтового компрессора (на примере компрессора 21 ВХ-280) следующая: осмотры — через 2750 ч, текущие ремонты — через 5500 ч, средние — через 16 600 ч, капитальные — через 50 000 ч. Объем работ при ремонте винтовых холодильных агрегатов следующий. При профилактическом осмотре проверяют главным образом системы защиты от снижения давления масла перед компрессором и давления всасывания, повышения давления нагнетания, температуры хладагента и масла. Проводят демонтаж фильтров грубой и тонкой очистки масла с последующей очисткой и регенерацией металлокерамических элементов, осуществляют очистку газовых фильтров, промывку и продувку трубопроводов. Очистка газовых фильтров заключается в промывке их керосином и продувке азотом или сухим воздухом в направлении, обратном рабочему. Торцевые уплотнения разбирают и притирают или заменяют графитовые кольца и резиновые уплотнения. Проверяют также состояние деталей маслонасоса, смазку подшипников электродвигателей, состояние пальцев муфт сцепления и крепежных деталей, проверяют герметичность соединений, чистят маслоохладитель. При текущем ремонте дополнительно к объему профилактического осмотра проверяют соосность компрессора и электродвигателя, демонтируют и полностью разбирают сальник компрессора и маслонасоса, ремонтируют обратные клапаны и запорную арматуру на линиях хладагента, воды и масла. При среднем ремонте дополнительно к объему текущего ремонта заменяют упорные и радиальные подшипники, резиновые втулки и муфты сцепления компрессора с электродвигателем, полностью разбирают маслонасос и заменяют основные неисправные детали. При капитальном ремонте дополнительно к объему среднего ремонта полностью разбирают компрессор, проверяют опорные шейки роторов и осматривают рабочие полости, заменяют подшипники электродвигателя, компрессора и маслонасоса. Порядок выполнения ремонта винтового холодильного компрессора следующий. Отсасывают хладагент, выпускают масло, отсоединяют трубопроводы, муфту сцепления с ведущим ротором, разбирают торцевое уплотнение, демонтируют устройство для регулирования производительности, снимают подшипники и разгрузочные поршни, роторы вынимают из блока цилиндров с помощью приспособлений. Ремонт винтового компрессора связан с необходимостью выполнения операций высокой точности, поэтому на время капитального ремонта его снимают с фундамента и место ремонта переносят из машинного зала в помещение, подходящее для этих целей. При разборке проверяют износ узлов и деталей. Допустимые зазоры в подшипниках скольжения 0,18 мм, под уплотни-тельными поясами подшипников между торцом, обращенным внутрь компрессора, и уплотнительной канавкой 0,2 мм. На рабочей поверхности шеек валов роторов допускаются мелкие кольцевые риски на 1/з длины подшипника, в среднем сечении не более 3 кольцевых рисок глубиной и шириной не более 0,3 мм. Плотность прилегания вкладышей к постели проверяют по краске. Подшипники ремонтируют путем перезаливкн и пришабривания. При установке новых вкладышей проверяют совпадение масляных каналов. При дефектации роторов проверяют нецилиндричность шеек (не более 0,01 мм на длину шейки), биение роторов индикатором при установке ротора в центрах (не более 0,05 мм), динамическую неуравновешенность (дисбаланс) — при динамической балансировке в балансировочном станке. О появлении дефектов торцевых уплотнений при работе компрессора судят по утечкам масла и хладагента. Причинами утечек являются осевое биение уплотнительных колец, износ резиновых прокладок, потеря упругости поджимающее пружины. Торцевое уплотнение подлежит разборке и ремонту, если при работе в течение суток утечка масла превышает 6 капель в 1 мин. При профилактическом осмотре уплотнение разбирают без разъединения муфты сцепления компрессора и электродвигателя. Если на поверхности уплотнительных колец появляются риски, то кольца притирают на плите с проверкой по краске. Минимально допустимая толщина графитового кольца в уплотнении составляет 8 мм. При ремонте проверяют упругость пружины на соответствие характеристике. После смазки трущихся деталей маслом торцевое уплотнение собирают и проверяют в работе. При сборке винтового компрессора после ремонта выдерживают зазоры в соответствии с инструкцией завода-изготовителя. Осевые зазоры между торцами роторов и корпусом или крышкой регулируются изменением толщины прокладки и составляют 0,05-0,08 мм на стороне нагнетания и 0,4-0,75 мм на стороне всасывания. Зазоры между торцевой поверхностью наружных колец подшипников качения (рис. 1, а) регулируют в пределах до 0,03 мм шлифовкой поверхности регулировочных шайб 8 под фланцами крышек, а предварительный осевой натяг создают проставочным кольцом 10. Зазор между золотником регулятора и стаканом устанавливают 0,1 мм шлифовкой кольца 6 (рис. 1,б). При укладке роторов проверяют параллельность осей (не более 0,03 мм на 0,5 м) и радиальные зазоры (рис. 1, б). Профильные зазоры замеряют в 12 положениях зубьев роторов и записывают в ремонтный журнал (рис. 1, в). При монтаже регулятора производительности золотник устанавливают в положение минимальной производительности. Электропривод золотника устанавливают после настройки максимального крутящего момента. 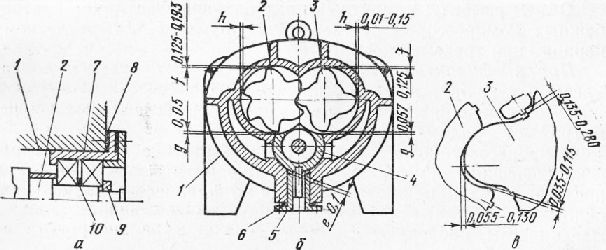 Рис. 1. Схема регулировки и измерения зазоров в подшипниках качения (о) радиальных (б) и профильных (в) винтовых компрессорах: 1 — корпус; 2 — ротор ведомый; 3 — ротор ведущий; 4 — золотник регулятора производительности; 5 -стакан; 6 — прокладка; 7 — корпус подшипника; 8 — регулировочная шайба; 9 — крепление внутреннего кольца подшипника; 10 — проставочное кольцо при создании предварительного натяга Поставленные роторы должны в блоке цилиндров легко и плавно вращаться от руки, для чего их перед монтажом смазывают маслом. Для уплотнения разъема корпуса применяют различного рода герметики и мастики. При затянутых болтах в разъем корпуса не должен проходить щуп толщиной 0,2 мм. При установке корпуса на фундамент его выверяют на горизонтальность. Ротационные компрессоры. Ремонт сводится к проверке износа цилиндра, замене пластин и восстановлению зазоров. Изношенные поверхности цилиндров и крышек восстанавливают металлизацией. В малых герметичных ротационных компрессорах при их массовом централизованном ремонте уделяют большое внимание восстановлению изнашиваемых сопряженных поверхностей: лопасть — ротор, лопасть — паз цилиндра, ротор — шейка эксцентрикового вала. Наряду с традиционными методами повышения износостойкости (поверхностная закалка ТВЧ, азотирование, цементирование и хромирование) хорошие результаты при ремонтных работах дает газотермическое напыление тугоплавкими металлами, их карбидами, нитридами и оксидами. Так, при покрытии поверхностей трения керметами (продукты спекания керамических порошков и металлов) титана и ванадия толщиной 5 мкм износ при смазке маслом ХФ 12-16 в компрессоре ФГр 0,35-1 А уменьшился (по сравнению с деталями заводского изготовления) на торце ротора в 3-9 раз, на торцах лопасти в 4-8 раз, в пазе цилиндра в 2-4 раза. Похожие статьи: Навигация: Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Информационный сайт о строительных материалах и технологиях. Контакты: Никита Королёв - © 2008-2014 |
© Все права защищены.
Копирование материалов невозможно. |
|