|
|
Навигация:
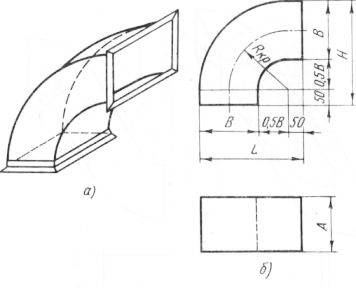
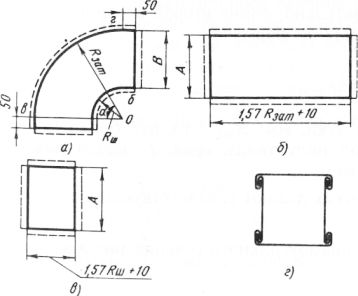
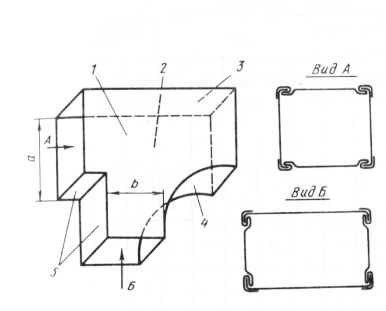
Для изменения направления воздуховодов прямоугольного сечения, объединения двух или нескольких потоков в один воздуховод, деления одного потока на два или три, присоединения прямоугольных воздуховодов к оборудованию прямоугольной формы применяют фасонные части прямоугольного сечения — отводы, утки, переходы, тройники, крестовины. Отводы прямоугольного сечения показаны на рис. 1. Размеры сторон А ХВ отвода должны соответствовать размерам сторон воздуховода, указанным в нормалях. Радиус кривизны отводов RKp принимают равным ширине отвода В. В соответствии с этим радиус кривизны шейки равен 0,5 В, а радиус кривизны затылка отвода — 1,5 В. Размер Н, равный размеру L, определяют по формуле Прямоугольный отвод изготовляют из четырех деталей: двух боковых стенок, шейки и затылка. При вычерчивании боковых стенок на плотной бумаге, картоне или непосредственно на стальном листе вначале проводят две взаимно перпендикулярные оси. Из точки пересечения О радиусом шейки Rm= 0,5 В проводят дугу до пересечения с осями в точках а и б. Радиусом, равным /?эат = 1,5 В, проводят вторую дугу до пересечения с осями в точках в и г. Из точек гиб проводят прямые, параллельные горизонтальной оси, длиной до 50 мм и соединяют их концы вертикальной прямой. Из точек в и а также чертят прямые, параллельные оси, длиной 50 мм и соединяют их горизонтальной прямой. Вычерченная фигура представляет собой боковую стенку отвода. К кривым боковой поверхности прибавляют припуски на фальцы, а к прямым — припуск на отбортовку на фланец. Развертку затылка строят таким образом. Вычерчивают прямоугольник, одна сторона которого равна А, т. е. одной из сторон отвода, а другая равна 2л/?зат /4+10 мм, или 1,577? +10 мм. К сторонам размером А делают припуск на отгиб для фланца, а к двум другим сторонам — припуск на фальцевое соединение с боковыми стенками отвода. Развертку шейки строят так же. Одну сторону прямоугольника принимают равной А, а другую — 2лЛщ/4 + 10 мм или 1,57 Яш+10 мм. Припуски делают такие же, как и на развертке затылка. Боковые стенки с затылком и шейкой соединяют угловыми фальцами, которые заваливают на боковые стенки. Отводы могут быть собраны на угловом защелочном шве.
Рис. 1. Стандартный прямоугольный отвод:
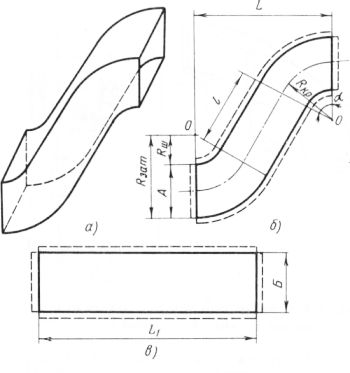
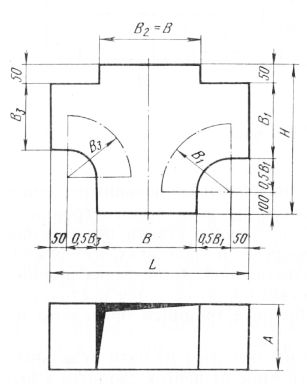
Рис. 2. Построение деталей развертки прямоугольного отвода: Часть операций при ручном изготовлении прямоугольных отводов может быть выполнена на станках. Так, наружную кромку боковой стороны, кромки затылка и шейки можно отогнуть на зиг-машине. Выкатать затылок и шейку можно на вальцовочных станках, при этом нужно следить за расстоянием между рабочими валками, которое должно быть таким, чтобы не примялись кромки к листу. После сборки отвода на фальцевых швах на него насаживают и прикрепляют фланцы. На отводах малых размеров фланцы могут быть выполнены в виде рамок из кровельной стали. Утка прямоугольного сечения—это два полуотвода, соединенных в разных направлениях. Между полуотводами может быть прямой патрубок. Утку изготовляют из четырех деталей: двух боковых, верхней и нижней стенок. На всех размеченных развертках делают соответствующие припуски на швы и фланцы. Порядок изготовления утки прямоугольного сечения такой же, как и прямоугольного отвода. Тройники прямоугольного сечения показаны на рис. 122. Для построения развертки тройника надо знать ширину В нижнего основания боковой стенки ствола и ширину Bi верхнего основания боковой стенки ответвления, ширину А нижнего основания передних и задних стенок ствола и ответвления, высоту Н тройника.
Рис. 3. Построение деталей развертки утки прямоугольного сечения:
Рис. 4. Тройники прямоугольного сечения: В соответствии со стандартами ширина нижнего основания передних и задних стенок должна быть одинакова по всей высоте Тройника. В тройниках, показанных на рис. 4, а, ширина стенки ответвления по всей высоте одинакова и равна размеру А. В тройниках, изображенных на рис. 4, б, ширина стенки ответвления А\ не равна ширине ствола А. Однако ширина стенки ответвления А1 остается постоянной по всей высоте ответвления. Штанообразные тройники приведены на рис. 4, в. Тройники прямоугольного сечения изготовляют из пяти отдельных деталей, собираемых на фальцах. Построение разверток сводится к вычерчиванию бокового вида и плана тройника. фланцев, На прямых участках кромки отгибают на станках, на остальных участках — вручную. Тройники собирают вручную с помощью тех же приспособлений и инструментов, которые применяют при изготовлении воздуховодов и других фасонных частей прямоугольного сечения. Сборка фасонных частей. Фасонные части прямоугольного сечения можно соединить из отдельных деталей с помощью комбинированного углового фальца. В этом случае кромки под фальцевый шов заготовляют на станках. На рис. 5 показаны фальцевые швы при механизированном изготовлении тройников. На боковых стенках 1, 2 тройника делают одинарный отгиб под углом 90° шириной 6 мм. Эту операцию можно выполнить на ручной зиг-машине или на приводной с наклонным диском. На передней и задней стенках отвода делают отгиб для углового фальца на фальцепрокатном механизме. Чтобы отгиб под фальцевый шов при выкатке не смялся, в него закладывают стальную полосу толщиной 1,5 мм, которую после выкатки вынимают. Тройники собирают вручную на бруске. Боковые стенки отогнутыми бортами закладывают в зазоры угловых фальцев верхней стенки 3 ствола. Угловые фальцы уплотняют. Затем боковые стенки соединяют с изогнутой деталью. Последней присоединяют к стенкам угловую деталь.
Рис. 4. Крестовина прямоугольного сечения
Рис. 5. Фальцевые швы при механизированной заготовке деталей тройника прямоугольного сечения:
Рис. 6. Унифицированные детали воздуховода прямоугольного сечения:
Рис. 7. Прямая врезка для присоединения воздухораспределительной решетки Плотная обжимка фальцевых швов при изготовлении фасонных частей прямоугольного сечения обязательна. В соответствии с нормалью ВСН 353—75 промышленность выпускает унифицированные детали прямоугольного сечения: прямой участок стандартной длины, односторонний переход, отводы с центральными углами 90 и 45°, заглушку. Размеры сторон воздуховодов прямоугольного сечения и фасонных частей к ним соответствуют размерам, приведенным в нормали на воздуховоды ВСН 353—75. Отличие состоит в том, что вместо стороны воздуховода 160 мм рекомендуется сторона 150 мм, вместо стороны 1250 мм — сторона 1200 мм, а также добавлены воздуховоды с размерами сторон 300 и 600 мм. Кроме того, предусматривается изготовление крупногабаритных воздуховодов (каналов), в которых одна из сторон превышает 2000 мм. Эти каналы изготовляют по специальной технологической схеме, основное требование к которой — высокие показатели механических свойств (прочность, жесткость). Все узлы ответвлений собирают из унифицированных деталей: прямого участка и перехода, который используется как для образования ответвления, так и для изменения сечения магистрального участка. Для присоединения к воздуховоду воздухораспределительных решеток при переходе через строительные конструкции используют прямую врезку патрубка в магистральный участок без перехода. Прямые участки воздуховодов изготовляют на станках, механизмах и автоматизированных линиях. Боковые поверхности прямых участков усиливают ребрами жесткости в виде зигов высотой 3 мм, располагаемых через 200 мм по длине. Прямые участки воздуховодов, размер одной из сторон которых превышает 800 мм, изготовляют с дополнительными жесткостями. Стандартная длина прямого участка воздуховода определяется в зависимости от способа изготовления. При изготовлении воздуховодов из рулонной стали на автоматизированной линии стандартная длина составляет 1140 и 2340 мм. При изготовлении воздуховодов из листовой стали стандартные длины могут быть: для воздуховодов с отбортовкой на фланец—480, 980, 1230, 1980 и 2480 мм; для воздуховодов с приварными фланцами—520, 1020, 1270, 2020 и 2520 мм. Конструкция одностороннего перехода предусматривает возможность образования нового сечения воздуховода путем изменения размера одной из сторон на 100, 150, 200, 300, 400, 500, 600 и 800 мм. Для образования ответвления переход присоединяют к поверхности прямого участка, в котором вырезано отверстие соответствующего размера, на расстоянии не менее чем 24 мм от каждой из боковых граней. Отводы с центральными углами 90 и 45° всех сечений выполняют с одинаковым радиусом шейки, равным 150 мм. Похожие статьи: Навигация: Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум |
|
|
|



|
Информационный сайт о строительных материалах и технологиях. Контакты: Никита Королёв - © 2008-2014 |
© Все права защищены.
Копирование материалов невозможно. |
|