|
|
Навигация:
Воздуховоды круглого сечения изготовляют определенных диаметров, установленных нормалями. Это позволяет заранее выполнять на заготовительных производствах типовые детали для стандартных вентиляционных установок. В настоящее время размеры воздуховодов круглого и прямоугольного сечений определяются ведомственными строительными нормами ВСН 353—75, утвержденными Госстроем СССР. Этими нормами следует руководствоваться при проектировании и монтаже систем вентиляции и кондиционирования воздуха. Воздуховоды круглого сечения в соответствие со СНиП II-33—75* «Отопление, вентиляция и кондиционирование воздуха» изготовляют диаметрами 100, 125, 140, 160, 180, 200 мм из стали толщиной 0,5 мм; диаметрами 225, 250, 280, 315, 355, 400 и 450 мм из стали толщиной 0,6 мм; диаметрами 500, 560, 630, 710 800 мм из стали толщиной 0,7 мм; диаметрами 900, 1000, 1120, 1250,1400,1600 мм из стали толщиной 1 мм и диаметрами 1800 и 2000 мм ю стали толщиной 1,4 мм.
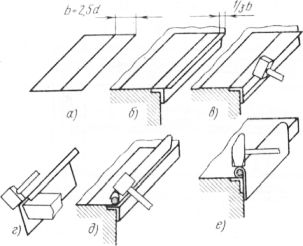
Рис. 1. Последовательность операций при закатке проволоки вручную: Изготовлять воздуховоды следует особенно тщательно, обращая при этом внимание на геометрические размеры деталей, так как технические условия допускают очень небольшие отклонения. В табл. 10 приведены допускаемые отклонения в отдельных геометрических размерах воздуховодов, установленных нормалями. Диаметры стальных воздуховодов определяют по наружному размеру. Толщину стенки при расчетах учитывают только в том случае, если воздуховод сделан из стали толщиной более 1,5 мм. Стальные воздуховоды круглого сечения должны иметь гладкую внутреннюю поверхность. Фальцевые соединения, так же как и сварные швы, должны быть ровными. Воздуховоды круглого сечения изготовляют как механизированным способом, так и вручную. Сначала стальные листы очищают от грязи и ржавчины металлическими щетками или стальными скребками различных форм и размеров. Затем листы правят, если в этом есть необходимость, чтобы не было погнутых мест и неровностей. Перед соединением листов припуски на фланцы проолифливают. Основной материал для изготовления металлических воздуховодов — тонколистовая сталь, выпускаемая промышленностью размерами 1000 X 2000, 1250 X 2500 или 710X1420 мм. Из листов таких рамеров можно сделать воздуховод сравнительно небольшого диаметра. Так, из стального листа шириной 710 мм получается воздуховод диаметром до 225 мм, шириной 1000 мм — воздуховод диаметром до 280 мм и шириной 1250 мм — воздуховод диаметром до 350 мм. Для изготовления воздуховодов больших диаметров два и более листа соединяют в картины с помощью лежачего фальца или на сварке. При этом следует иметь в виду, что картины делают шириной не более 2000 мм, так как механизмы для изготовления воздуховодов не могут обрабатывать листы большей ширины. Картины из стандартных листов (710 X1420) для воздуховодов, диаметры которых соответствуют нормалям, собирают по схемам, приведенным на рис. 2. Аналогичные схемы картин необходимо иметь в мастерской и для стандартных листов размером 1000 X 2000 и 1250 X 2500 мм.
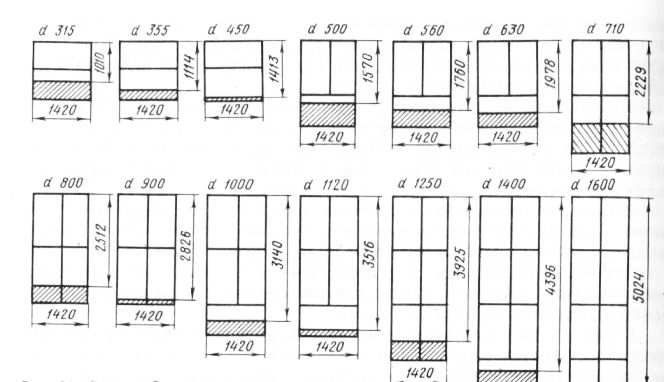
Рис. 2. Схемы сборки листов в картины для изготовления круглых воздуховодов различных диаметров (заштрихованная часть — отход металла) Определить ширину картины для воздуховода нестандартного диаметра можно по ширине его развертки, прибавив к ней припуск на фальцы, если предполагается соединять воздуховод продольным фальцевым швом. При соединении швов сваркой припуски на фальцы не оставляют. Сварными делают соединения стальных воздуховодов больших диаметров. Их изготовляют из стали толщиной 1 мм и более. При заготовке вручную соединительные продольные и поперечные фальцы должны быть полуторными или двойными для стали массой 6,5 кг в одном квадратном метре и одинарными при большей массе. На воздуховодах диаметром более 560 мм промежуточные, одинарные продольные фальцы необходимо еще укреплять точечной прихваткой или заклепками, которые в этом случае располагают через 250…350 мм. Замыкающие продольные фальцы, которые делают на воздуховодах любого размера одинарными, обязательно закрепляют заклепками или точечной прихваткой. Если неполный лист меньше или равен стороне стандартного листа, его соединяют с целыми листами в поперечном направлении. Для этого сначала соединяют попарно целые листы, а затем к коротким сторонам пары соединенных целых листов присоединяют неполный лист длинной стороной. Таким образом соединяют листы как при изготовлении картин на фальцах, так и на сварке. Картину необходимо составлять так, чтобы было как можно меньше отходов стального листа. Наименьшие отходы дают картины, составленные по схемам рис. 2. Соединяют картины в воздуховоды таким образом, чтобы расположение швов соединяемых звеньев обеспечило наибольшую жесткость без всяких дополнительных устройств. Продольные швы соседних звеньев не должны совпадать. Звенья соединяют в участки поперечными торцовыми фальцами, которые в зависимости от назначения воздуховода могут быть одинарные или двойные.
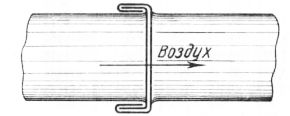
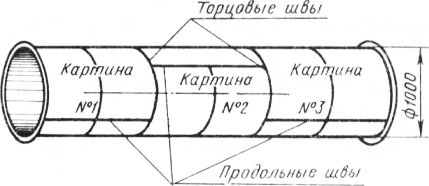
Рис. 3. Положение замыкающего поперечного торцового фальца на воздуховодах круглого сечения Поперечные торцовые фальцы заваливают в сторону, противоположную движению воздуха, при этом внутренняя поверхность воздуховода должна быть ровной и гладкой, а все неровности металла, образовавшиеся при изготовлении фальца, должны остаться снаружи воздуховода. При определении общей длины воздуховода, состоящего из нескольких звеньев, надо иметь в виду, что часть металла идет на фальцы. На примере воздуховода круглого сечения диаметром 1000 мм, составленного из трех звеньев, разберем, как определить его общую длину. Звенья, выполненные из картин по схеме, приведенной на рис. 2, соединены одинарными торцовыми фальцевыми швами. Пример 3. Воздуховод имеет два торцовых шва и отбортовки по краям (для соединения с соседними воздуховодами), которые в сумме дают ширину припуска на торцовый шов. Кроме того, в каждом звене будет по одному поперечному фальцевому шву. Воздуховоды диаметром 1000 мм изготовляют из листовой стали толщиной 1 мм. Соединяют такие листы одинарными фальцами шириной 8…10 мм.
Рис. 4. Участок воздуховода круглого сечения, составленный из трех звеньев При изготовлении воздуховода вручную рабочее место слесаря-вентиляционника должно позволять изготовить картину для воздуховода длиной 3 м. Здесь же эту картину надо выкатать, т. е. придать ей цилиндрическую форму и соединить замыкающий фальц. Расположение рабочего места и предметы вокруг него не должны мешать собирать на полу отдельные звенья воздуховода в участки, а также изготовлять звенья большого диаметра. Верстак для изготовления воздуховодов вручную должен быть высотой 0,8 м, а его размеры в плане — не менее 3 X 2 м. При изготовлении воздуховодов круглого сечения вручную слесарь-вентиляционник выполняет следующие операции: разметку листовой стали с помощью метра, чертилки и других необходимых разметочных инструментов; раскрой по разметке ручными или напольными ножницами; выделку продольных фальцев для соединения листов в картины; выкатку листов, если воздуховоды выполняют из одного листа, или соединение листов в картину и затем выкатку картин; соединение продольных фальцев и осадку их; выделку поперечных фальцев; сборку отдельных звеньев воздуховода в участки с соединением поперечных фальцев. Подготовляют, размечают и раскраивают листовую сталь для воздуховодов, соединяемых сваркой, с учетом способа сварки металла. Если предполагается сваривать листы встык, их раскраивают без припусков. Ширина картины каждого звена в этом случае соответствует ширине развертки, величина которой для соответствующих диаметров воздуховодов указана в табл. 11. Если применяют автоматические или полуавтоматические способы сварки, для точечных или шовных соединений листов необходимо предусматривать припуски, соответствующие конструкции соединения и диаметру воздуховодов. Воздуховоды круглого сечения сваривают встык или внахлестку. Воздуховоды малых диаметров, которые не удается сварить внахлестку, сваривают по отогнутым кромкам с одной стороны. Отдельные звенья воздуховодов больших диаметров изготовляют из двух половин, с обеих сторон которых отгибают кромки, а затем их сваривают.
Рис. 5. Схемы сварки круглых воздуховодов: Свариваемые листы должны быть ровными, очищенными от пыли и ржавчины. После разметки и резки, которую по возможности выполняют на приводных роликовых ножницах, кромки по линии реза выправляют на плите. Продольные швы сваривают встык с предварительной прихваткой. Появившееся в отдельных местах коробление выпрямляют. Сварной шов должен быть ровным и плотным, без бугров и вмятин. По окончании всех сварочных работ звено выправляют на оправке вручную, места сварки зачищают. Стальные воздуховоды круглого сечения заготовляют на приводных станках и механизмах. Похожие статьи: Навигация: Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум |
|
|
|

|
Информационный сайт о строительных материалах и технологиях. Контакты: Никита Королёв - © 2008-2014 |
© Все права защищены.
Копирование материалов невозможно. |
|