|
|
Навигация:
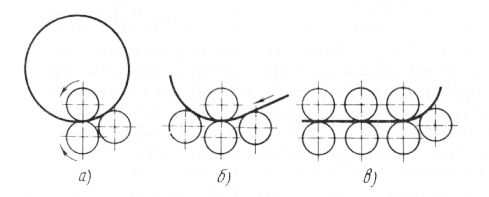
Механизированное вальцевание листовой стали выполняют на специальных станках и механизмах. Принцип действия вальцовочных станков состоит в том, что два основных валка захватывают металлический лист и подают его на вспомогательные валки, несколько смещенные с плоскости листа, которые придают листу нужную кривизну. Вальцовочные станки бывают трехвалковые, четырехвалковые и семивалковые. На ручном трехвалковом вальцовочном станке обрабатывают листы шириной 1540 мм, толщиной до 1,5 мм. Механизм может работать с приводом от электродвигателя. Между рабочими валками устанавливают определенное расстояние, которое зависит от толщины изгибаемого металла и требуемого диаметра изделия. При прокатке конусных воздуховодов направляющий вал располагают под некоторым углом по отношению к рабочим валкам. При вращении рукоятки верхний валок вращается в одну сторону, а два нижних—в другую, поэтому находящийся между ними стальной лист, равномерно изгибаясь, приобретает цилиндрическую или коническую форму. Лист прокатывают дважды от одного края к другому. После окончания прокатки верхний валок поднимают и вынимают катаную сталь. На приводных трехвалковых вальцовочных станках изготовляют воздуховоды и конические патрубки из листовой стали толщиной до 2 мм.
Рис. 1. Схема вальцевания листовой стали на вальцовочных станках: Процесс вальцевания металла на приводных вальцовочных механизмах такой же, как и на ручных. Рабочими органами служат два рабочих валка и один направляющий. Расстояние между рабочими валками устанавливают в соответствии с толщиной изгибаемого металла, а расстояние до третьего валка —в зависимости от необходимого диаметра воздуховода. Наименьший диаметр вальцуемого воздуховода 120 мм. Канавки на направляющем валке дают возможность прокатывать на станке листы с заделанной проволокой или гнуть проволоку в виде колец. Четырехвалковые листогибочные вальцовочные станки— наиболее совершенные механизмы, на которых можно вальцевать стальные листы толщиной до 3 мм, шириной 2500 мм. Предварительный отгиб кромки на листе не делают. Порядок работы на таком вальцовочном станке следующий. Валки регулируют в соответствии с толщиной выкатываемого металла и с заданным диаметром воздуховода или детали. Листы подаются в станок с роликового конвейера, установленного на уровне щели между верхними и нижними валками. Включив электродвигатель, валки приводят во вращение, после чего в них заводят лист, который изгибается. После вальцевания с помощью гидравлического или пневматического привода поднимают верхний валок и снимают готовое изделие. В настоящее время на заводах и в заготовительных мастерских широко применяют механизмы СТД-14, СТД-518 и СТД-89 для вальцевания листовой стали в цилиндрические обечайки без предварительного подгиба кромок. Механизм СТД-14 состоит из двух чугунных стоек, скрепленных стяжками. Стойки установлены на сварной раме. В подшипниках стоек расположены три валка: нижний и два боковых. Верхний валок опирается на поворотную цапфу и откидной подшипник. Верхний и нижний валки диаметром 170 мм—приводные, а боковые диаметром 140 мм — направляющие. Приводные валки приводятся во вращение от электродвигателя через редуктор и систему передач. Механизм устанавливают в нужное положение для изготовления царг заданного диаметра путем перемещения боковых валков с помощью привода от Электродвигателя. Готовую продукцию снимают, откинув подшипник и подняв с помощью пневмопривода конец верхнего валка. Механизмом управляют с пульта, расположенного на левой стойке таким образом, что он постоянно доступен работающему слесарю. Чтобы обеспечивалась безопасность работы, на механизме установлен «автоматический стоп», который выполнен в виде педали в основании механизма по всей длине рабочей зоны. На механизме СТД-14 можно обрабатывать металл толщиной до 3 мм при ширине листа до 2500 мм. Минимальный диаметр вальцуемой царги 250 мм. Скорость вальцевания 9 м/мин. Мощность электродвигателя главного привода 3 кВт, а привода боковых валков 1,5 кВт. Габаритные размеры, мм: длина 4500, ширина 1220, высота 1227; масса 3712 кг. Механизм СТД-518 предназначен для вальцевания цилиндрических обечаек минимальным диаметром 100 мм. Максимальная толщина вальцуемой заготовки 2 мм, ширина 1250 мм. Мощность электродвигателя 2,2 кВт. Габаритные размеры, мм: длина 2110, ширина 900, высота 1230; масса 946 кг. На механизме СТД-89 вальцуют царги вентиляционных воздуховодов малых диаметров, изготовленных из стальных листов толщиной до 2 мм, шириной до 1000 мм. При толщине листа 0,5…1,5 мм на нем можно изготовить царги диаметром 100 мм и более, а при толщине листа 1,5…2 мм — царги диаметром 125 мм и более. Скорость вальцевания на механизме 3 м/мин. Мощность электродвигателя 1,5 кВт при частоте вращения 1000 об/мин. Габаритные размеры, мм: длина 2210, ширина 850, высота 1050; масса 840 кг. Похожие статьи: Навигация: Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Информационный сайт о строительных материалах и технологиях. Контакты: Никита Королёв - © 2008-2014 |
© Все права защищены.
Копирование материалов невозможно. |
|