|
|
Навигация:
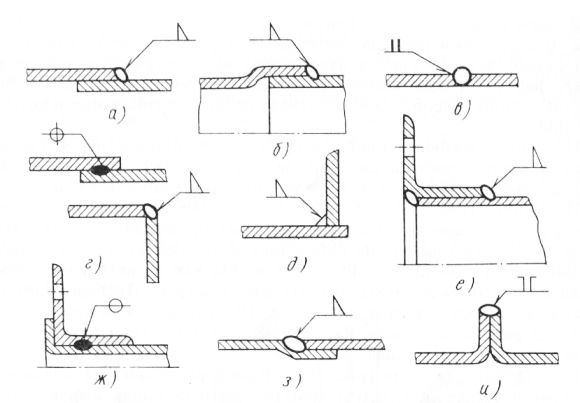
Виды сварных соединений, применяемых при сварке металлических воздуховодов, показаны на рис. 1. При изготовлении элементов систем промышленной вентиляции часто приходится сваривать тонколистовую сталь толщиной от 1 мм и более. Диаметр электродов и сила тока в цепи в зависимости от толщины металла приведены ниже. Листы металла толщиной до 1,5 мм сваривают посредством на-хлесточного соединения проплавлением сверху. Тонколистовой металл можно сваривать без присадочного материала наплавляющимся угольным или графитированным электродом диаметром 6… 10 мм. Предварительно на свариваемых листах отбортовывают кромки, которые расплавляются и образуют шов. При сварке тонколистового металла применяют легкие электрододержатели и тонкие гибкие провода сечением 16…25 мм2. До начала сварки детали тщательно подготовляют. Необходимо, чтобы свариваемые элементы были вырезаны точно по раскрою, края были ровными, гнутые элементы имели правильные изгибы в соответствии с чертежами и шаблонами, кромки и другие места сварки тщательно очищены от окалины, грязи и ржавчины шлифовальной машинкой или шлифовальной шкуркой на ширину не менее 10 мм. Соединяя детали под сварку, следят за тем, чтобы между ними был минимальный зазор. Свариваемые элементы не должны подтягиваться один к другому, упираться, так как это создает дополнительные напряжения в металле.
Рис. 1. Виды сварных соединений, применяемых при сварке металлических воздуховодов: Свариваемые листы предварительно прихватывают короткими швами, ширина и толщина которых должна быть не более % ширины и толщины основного шва. Прихватки длиной 3…5 мм накладывают начиная от середины шва к его концам. Расстояния между прихватками принимают в зависимости от толщины свариваемых листов: при толщине листов до 1 мм —40…50 мм, при толщине листов 1…1,5 мм —50…70 мм, при толщине 2…2,5 мм —80…100 мм. Последние прихватки располагают не ближе 10 мм от края шва. При дуговой сварке тонколистового металла часто отдельные элементы или даже целые участки воздуховодов подвергаются деформации, что портит их внешний вид. Кроме того, деформированные детали системы создают дополнительные вибрации стенок воздуховода при движении воздуха и значительно снижают механическую прочность изделия. Поэтому необходимо предусмотреть все меры, которые уменьшили бы возможные деформации. Это достигают надежным закреплением свариваемых деталей различными приспособлениями и устройствами.
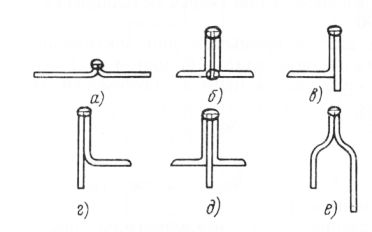
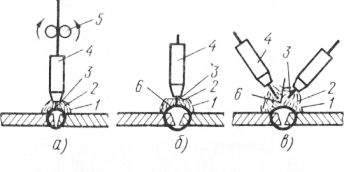
Рис. 2. Виды отбортовки кромок при сварке угольными электродами: Очень важно, чтобы в процессе стыковой сварки обрабатываемые кромки находились в одной плоскости: одна кромка не должна выступать над другой. Участки воздуховодов с фасонными частями сваривают из отдельных заготовленных звеньев после сварки каждого звена. На монтажных заводах применяют электросварочную аппаратуру для шовной и точечной сварки (ВМС-121М, А-547Р, А-547У), предназначенную для автоматической сварки в защитном газе. Принцип такой сварки заключается в том, что специально подаваемый в зону сварки газ защищает расплавленный основной и присадочный металл от воздействия воздуха. При изготовлении деталей вентиляционных систем используют три основных способа сварки в защитных газах: дугой прямого действия с применением плавящегося электрода, дугой прямого действия с неплавящимся электродом , дугой косвенного действия (независимой дугой) с двумя неплавящимися электродами. Установка ВМС-121М предназначена для автоматической сварки стальных листов, картин и воздуховодов круглого и прямоугольного сечений с помощью нахлесточного и стыкового соединений. Сварку можно выполнять под флюсом и в углекислом газе. На установке ВМС-121М можно сваривать металл толщиной от 1 до 3 мм; максимальная длина сварного шва 2000 мм; минимальный диаметр свариваемого воздуховода 200 мм, максимальный — 1600 мм. Сварочный трактор ТС-17М используют для сварки под флюсом в нижнем положении стыковых соединений с разделкой и без разделки кромок, нахлесточных и угловых швов вертикальным и наклонным электродами. Трактор ТС-17М снабжен комплектом сменных сборочных единиц и деталей, с помощью которого автомат можно настроить на выполнение определенного типа шва и выбранного способа сварки. Полуавтоматическая установка А-547У служит для сварки в углекислом газе. Для производства контактной сварки на электросварочных станках необходимо предварительно тщательно подготовить и обработать свариваемый участок. Свариваемая кромка должна быть хорошо очищена от окалины и прочих загрязнений.
Рис. 3. Схема дуговой сварки в защитном газе:
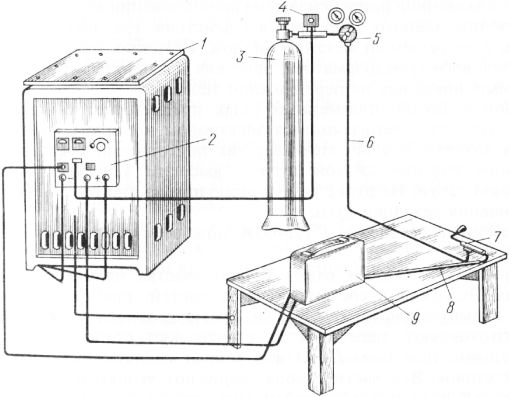
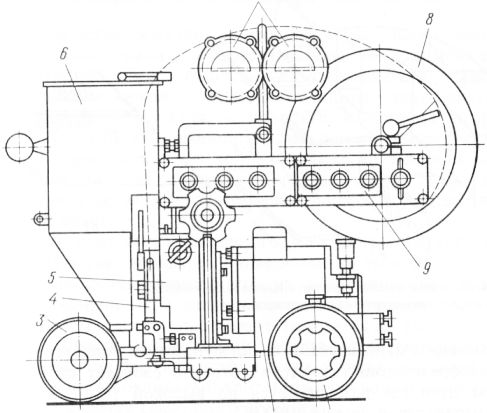
Рис. 4. Установка ВМС-121М для автоматической сварки воздуховодов: Передвижную двухпостовую сварочную установку СТД-75 применяют для сварки металлических вентиляционных воздуховодов в монтажных условиях. Стационарную сварочную машину МТПП-75 с клещами КТП-2 используют для контактной точечной сварки. При изготовлении вентиляционных заготовок в последнее время широко используют высокопроизводительную плазменную резку, при которой металл проплавляется сжатой дугой в зоне резания, а частицы расплавленного металла удаляются газовым потоком. При плазменной резке дуга возбуждается и поддерживается между вольфрамовым электродом и разрезаемым металлом. Электрод находится внутри охлаждаемого медного мундштука. В канал мундштука подается под давлением плазмообразующий газ, струя которого сжимает столб дуги. Под действием дуги газ разогревается до высокой температуры, образуя плазму температурой свыше 10000 °С.
Рис. 6. Полуавтоматическая установка А-547У для сварки в углекислом газе:
Рис. 7. Сварочный трактор ТС-17М:
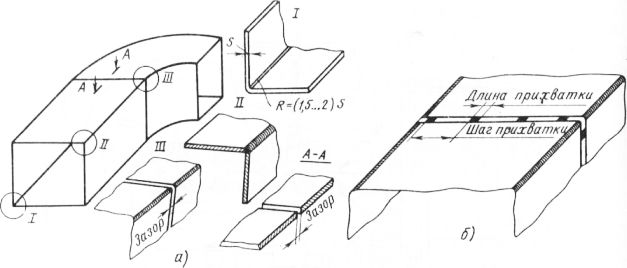
Рис. 8. Схема сварки участка прямоугольного воздуховода: Установка ручной воздушно-плазменной резки СТД-663А предназначена для вырезки в воздуховодах отверстий любой конфигурации и для резки воздуховодов с целью их подгонки один к другому как при заготовительном производстве, так и при монтаже вентиляционных систем. Процесс плазменной резки основан на использовании воздушно-плазменной дуги постоянного тока прямого действия, где электрод является катодом, а разрезаемый металл — анодом. Источник питания выполнен в виде силового трансформатора, дросселя и малогабаритного компрессора, скомпонованных на передвижной тележке. Ручной воздушно-плазменный резак представляет собой электродуговую горелку с неплавящимся электродом и соплом, охлаждаемым потоком воздуха, что обеспечивает как повторно-многократное, так и длительное горение сжатой дуги с высоким качеством воздушно-плазменной струи. На ручке резака расположена кнопка для включения и выключения режущей дуги. С помощью установки СТД-633А можно резать металл толщиной от 0,7 до 6 мм. На рис. 8 показана схема сварки участка прямоугольного воздуховода. Воздуховод состоит из двух частей: прямого звена воздуховода прямоугольного сечения и прямоугольного отвода. Прямое звено изготовляют, перегибая на станке лист стали (узел Г) и сваривая угловой шов (узел II). Отвод собран из двух фигурных и двух боковых стенок. Все части отвода сваривают угловыми швами. Затем звено воздуховода и отвода сваривают встык (узел III). Очень важно, чтобы их кромки находились в одной плоскости. Зазор по всему периметру сварного шва должен быть одинаковым и не превышать рекомендуемых значений. Похожие статьи: Навигация: Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум |
|
|
|

|
Информационный сайт о строительных материалах и технологиях. Контакты: Никита Королёв - © 2008-2014 |
© Все права защищены.
Копирование материалов невозможно. |
|