|
|
Навигация:
Вентиляционные детали, в том числе сетевое оборудование, т. е. оборудование, устанавливаемое на сети воздуховодов, подразделяется на детали для регулирования количества воздуха, перемещаемого по воздуховодам; воздухораспределительные устройства, предназначенные для подачи воздуха; детали общего назначения и детали для крепления воздуховодов.
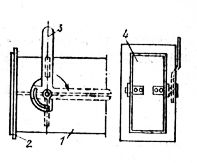
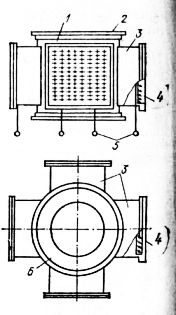
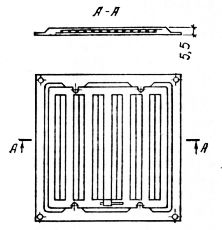
Рис. 1. Дроссель-клапан для прямоугольных воздуховодов Детали для регулирования количества воздуха. Дроссель-клапан неутепленный с ручным управлением предназначен для регулирования количества воздуха, перемещаемого по воздуховодам. Он состоит из металлической обечайки, в середине которой проходит ось. На оси закреплено полотно клапана, диаметр которого меньше внутреннего диаметра обечайки. С однои стороны ось закреплена на клапане гайкой с пружиной, с другой стороны оси находятся рукоятка и сектор управления с отверстиями. Натягивая рукоятку, можно поворачивать ось с полотном и регулировать положение клапана через каждые 15°. Дроссель-клапаны выпускают диаметром 200—710 мм, высотой 220—650 мм. К воздуховодам дроссель-клапан присоединяется посредством фланцев. Дроссель-клапан для прямоугольных воздуховодов состоит из патрубка, в котором закреплено полотно, присоединительных фланцев и комплекта деталей управления. Полотно изготовляют на 5 мм меньше стороны патрубка. Клапаны для воздуховодов имеют периметр 520—4000 мм. Для воздуховодов большего периметра промышленность выпускает отдельно рукоятку с сектором управления, которую используют при изготовлении дроссель-клапанов на заводах и ЦЗМ монтажных организаций. Промышленность выпускает дроссель-клапаны для круглых воздуховодов, конструкция которых аналогична изображенной на рис. 1.
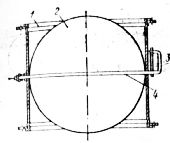
Рис. 2. Дроссель-клапан ДК для круглых воздуховодов
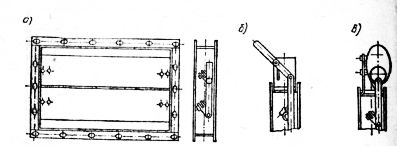
Рис. 3. Воздушная заслонка прямоугольного сечения Заслонки воздушные прямоугольного сечения типа АЗД представляют собой металлический короб шириной 120 мм, внутри которого по длинной оси расположены полотна. Число полотен зависит от размера заслонки. Сбоку на наружной стороне заслонки расположена система рычагов, с помощью которых регулируют положение полотен и, следовательно, подачу воздуха. Заслонки изготовляют с ручным, электрическим и пневматическим управлением 15 типоразмеров —от 200X200 до 1000×1000 мм. Для этих же целей — регулирования количества воздуха и невзрывоопасных газовоздушных смесей — изготовляют заслонки круглого сечения типа АЗД с ручным управлением размерами 200—1000 мм. Для предотвращения перетекания воздуха через ответвления к отключенным вентиляторам (от отключенных вентиляторов) при присоединении последних к коллекторам и регулирования расхода воздуха в вентиляционных установках применяют клапаны обратные общего назначения типа КОг — в горизонтальных воздуховодах и КОв — в вертикальных. Для круглых воздуховодов их изготовляют диаметром 265—600 мм, а для прямоугольных типа КОп — размерами от 200X245 до 250X345 мм. Для предотвращения попадания холодного воздуха и атмосферных осадков в производственные помещения после отключения осевых вентиляторов на нагнетательной стороне устанавливают клапаны лепестковые типа КЛ. Их изготовляют для осевых вентиляторов типа 06—300 от № 4 до № 12,5. Для автоматического отключения вентиляторов или приточной камеры от обслуживаемых ею помещений применяют лепестковые обратные клапаны типа ЛК во взрывобезопасном исполнении. Лепестковый обратный клапан ЛК состоит из металлического корпуса, в котором на осях подвешены полотна клапана (лепестки). Оси полотен вращаются в шарикоподшипниках. При движении воздуха лепестки под действием скоростного напора воздуха находятся в поднятом положении и пропускают поток воздуха. При остановке вентилятора лепестки падают и перекрывают сечение воздуховода. Такие клапаны могут быть установлены как на горизонтальных, так и на вертикальных участках воздуховодов. Для нормальной работы клапана необходимо, чтобы скорость движения воздуха перед клапаном была не менее 8 м/с.
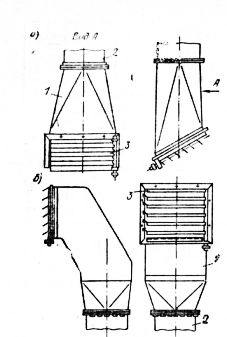
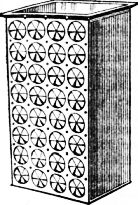
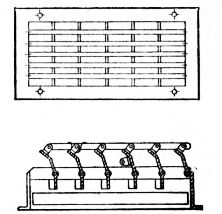
Рис. 4. Звено перфорированного воздухораспределителя ВПК Воздухораспределительные устройства должны быть несложными по конструкции, легко монтироваться и удовлетворять архитектурным и эстетическим требованиям. Простейшие воздухораспределители — это отверстия, вырезанные в приточных воздуховодах и закрытые обычной или просечной сеткой. В ряде случаев отверстия перекрывают движками, чтобы регулировать количество подаваемого воздуха. Воздухораспределители перфорированные круглые ВПК предназначены для раздачи воздуха в производственных помещениях в рабочую зону. Воздухораспределитель ВПК состоит из звеньев круглых воздуховодов длиной 2000 мм, в стенках которых имеются продолговатые отверстия. Язычки, частично вырезанные при образовании отверстий, отогнуты внутрь воздуховода под углом 90°. Воздух поступает в помещение через отверстия, расположенные рядами вдоль длинной оси воздуховода с шагом 100 мм. На концах звеньев воздуховода, который располагается на высоте не менее 2,5 м от пола, находятся фланцы для соединения. Минимальный диаметр звена воздухораспределителя — 280 мм, максимальный — 800 мм. Воздухораспределители имеют 32 номера, которые соответствуют их длине в метрах. Например, длина воздухораспределителя ВПК-32 равна 32 м. Воздухораспределители двухструйные шестидиффу-зорные ВДШп (с квадратным диском) применяют для раздачи приточного воздуха вертикальными и настилающимися струями в производственных и общественных зданиях. Воздухораспределитель ВДШп состоит из направляющей решетки и диафрагмы, которая обеспечивает равномерную подачу воздуха. Такие воздухораспределители выпускают трех типоразмеров. Душирующие патрубки с верхней ПДв и нижней ПДн подачей воздуха применяют для воздушного души-рования и поддержания нормальных параметров воздуха на постоянных рабочих местах при значительном тепловом облучении. Увлажнение и охлаждение приточного воздуха обычно производятся в центральных кондиционерах, однако допускается местное увлажнение с помощью форсунок, устанавливаемых непосредственно на душирующих патрубках. Конструкция патрубков позволяет изменять направление воздушной среды горизонтально на 360° и вертикально на 25°. Поток воздуха, выходящий из душируюшего патрубка, направляют на человека горизонтально или сверху и омывают его голову, туловище и верхнюю часть ног. Патрубки устанавливают на высоте 1,8—1,9 м от пола так, чтобы они не мешали работающему. Изготовляют их трех типоразмеров. Приколонный регулируемый веерный воздухораспределитель НРВ предназначен для раздачи воздуха в промышленных цехах большого объема. Он представляет собой цилиндрический корпус с двумя или четырьмя патрубками прямоугольной формы с регулируемыми решетками типа PP. Внутри корпуса установлена диафрагма для выравнивания скорости движения воздуха, выходящего из решеток. Расход воздуха в решетках регулируют тягами. С помощью фланца воздухораспределитель присоединяют к вертикальному участку воздуховода. ГПИ Проектпромвентиляция разработал ряд эжек-ционных воздухораспределителей, действие которых основано на использовании закрученных потоков воздуха. Такие воздухораспределители, получившие широкое распространение, отличаются от других воздухораспределителей тем, что в них воздух закручивается в специальных направляющих аппарата или закручивателях. Выходя из воздухораспределителя, закрученная струя подсасывает (эжектирует) окружающий воздух в помещении, интенсивно его перемешивает и быстро затухает. Благодаря этому в помещение можно подавать меньшее количество воздуха, но более нагретого или охлажденного и уменьшить диаметры воздуховодов и разветвленность приточных систем. При использовании эжекционных воздухораспределителей расход металла на устройство вентиляции в одном и том же цехе по сравнению с использованием обычных воздухораспределителей на 35—40% меньше.
Рис. 5. Душирующие патрубки Наиболее распространенными являются воздухораспределители эжекционные панельные штампованные типа ВЭПш, предназначенные для подачи воздуха в рабочую зону помещений с избытками тепла. Воздухораспределитель ВЭПш состоит из металлического короба с панелью, на которой методом штампования сделаны закручиватели. Размер воздухораздающей панели—523ХЮ28 мм, площадь расчетной воздухораздающей поверхности — 0,5 м2. Промышленность изготовляет также малогабаритные эжекционные панели штампованные типа МЭПш, аналогичные по конструкции воздухораспределителям типа ВЭПш. Панели МЭПш выпускают двух типов: МЭПш1 — размером 174X522 мм и МЭПш2 — размером 296-522 мм.
Рис. 6. Воздухораспределитель НРБ
Рис. 7. Воэдухораспределитель ВЭПш
Рис. 8. Приточная регулируемая решетка РР
Рис. 9. Воздухозаборная решетка
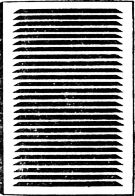
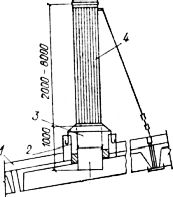
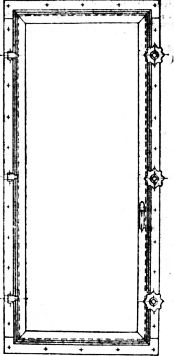
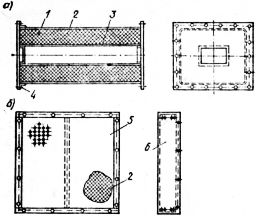
Рис. 10. Щелевая решетка типа Р К воздухораздающим устройствам относится регулируемая решетка типа РР, предназначенная для регулирования расхода воздуха и изменения направления воздушного потока в помещении. В металлический корпус решетки параллельно длинной стороне вставлен ряд регулируемых перьев, а перпендикулярно к ним второй ряд также регулируемых перьев. Первый ряд перьев регулируют вручную, а второй — с помощью специального ключа. Решетки изготовляют пяти размеров—от 100X200 до 200X600 мм. Детали общего назначения. Штампованные воздухо-заборные жалюзийные неподвижные решетки применяют для забора наружного воздуха в системах вентиляции и кондиционирования воздуха. Решетку устанавливают снаружи здания в стенах, окнах или шахтах приточных систем ребрами вниз, чтобы дождевая вода не попадала внутрь помещения. Размеры решеток—450X490 и 450×580 мм. Соединяя решетки между собой болтами в общей раме, можно получить воздухо-заборную панель необходимых размеров. Ориточно-вытяжная щелевая решетка типа Р, служащая для притока или вытяжки воздуха, состоит из лицевого щитка и расположенной сзади заслонки, которая с помощью ручки открывает или полностью закрывает щели. Решетку устанавливают в воздуховодах или коробах по одной или группами из нескольких штук. Если решетки располагают в бетонных или кирпичных стенах, то их крепят к деревянным рамкам, заделанным в строительные конструкции. Решетки Р-150 (раз-мером 200X200 мм) и Р-200 (размером 252X252 мм) изготовляют металлическими и пластмассовыми. Дефлекторы предназначены для усиления тяги за счет давления, создаваемого ветром в системах естественной вентиляции. Их устанавливают на вытяжных шахтах. Дефлекторы изготовляют восьми номеров: № 3—№ 5—поставляемые на монтаж комплектно в собранном виде; № 6—№ 10—поставляемые в разобранном виде и собираемые на монтаже. Зонты предназначены для установки над вентиляционными вытяжными шахтами для защиты от попадания в них дождя и снега. Как правило, круглые зонты устанавливают на выхлопных шахтах от вытяжных вентиляторов, а прямоугольные и квадратные — на вытяжных утепленных шахтах. При проходе вентиляционных шахт через покрытия зданий необходимо в железобетонном покрытии пробивать отверстия, а после установки шахты их заделывать. Промышленность выпускает специальные узлы прохода вентиляционных шахт через покрытия зданий. Такой узел (рис. 26) представляет собой патрубок воздуховода необходимого диаметра длиной 1000 мм, к которому приварен фланец с ребрами жесткости. С помощью этого фланца узел прохода устанавливается на специальный железобетонный стакан, затем к патрубку присоединяется шахта и закрепляется расчалками. К нижнему концу присоединяется воздуховод вентиляционной системы. Узлы прохода выпускают 18 типоразмеров диаметрами от 200 до 1250 мм. f _ Двери для вентиляционных камер предназначены для обслуживания кондиционеров и приточных камер, а также для установки в вентиляционных каналах больших размеров. Двери состоят из металлического каркаса, на котором на петлях прикреплено полотно двери. В закрытом положении полотно двери удерживается с помощью шпилек с барашками. В результате применения прокладок из резины, укладываемых между каркасом и дверью, создается герметичность. Двери изготовляют неутепленными двух типов: Д0,9X0,4 — для установки в вентиляционных камерах; Д 1,15X0,5 — для установки в вентиляционных камерах и кондиционерах, выполняемых в строительных конструкциях.
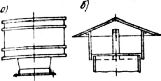
Рис. 11. Дефлектор (а) и зонт (б)
Рис. 12. Узел прохода вентиляционных шахт через покрытия зданий
Рис. 13. Двери для вентиляционных камер
Рис. 14. Трубчатый шумоглушитель (а) и пластина пластинчатого шумоглушителя (б) Установки кондиционирования воздуха и вентиляции создают шум, который подразделяется на аэродинамический и механический. Аэродинамический шум создается работой вентилятора, а также потоком воздуха в воздуховодах и фасонных частях. Механический шум возникает обычно вследствие вибрации стенок воздуховодов, стенок кожуха вентилятора, а также ударов в шарикоподшипниках, приводах и др. Для снижения шума до уровня, допускаемого санитарными нормами, в системах вентиляции применяют гибкие вставки и шумоглушители трубчатые и пластинчатые. Гибкие вставки типа ВВ устанавливают на всасывающей стороне вентиляторов, а вставки типа ВН — на нагнетательной. Вставки изготовляют из брезента или стеклоткани. К воздуховодам и вентиляторам их присоединяют с помощью фланцев. Трубчатый шумоглушитель собран из металлического кожуха, в который вставлен металлический перфорированный каркас. Пространство между ними заполнено синтетическим материалом — стекловатой. Шумоглушители соединяются между собой и присоединяются к воздуховодам с помощью фланцев. Длина стандартного шумоглушителя 480 и 980 мм. Пластинчатый шумоглушитель собирают из отдельных звукопоглощающих цластин в металлическом кожухе на месте монтажа или в строительных конструкциях. Пластины изготовляют девяти типоразмеров. Пластина включает в себя корпус, в металлической раме которого закреплен перфорированный лист из оцинкованной стали, крышку и наполнитель из стеклоткани.
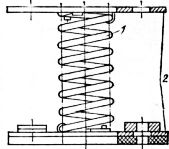
Рис. 15. Прижинный вибратор Для устранения вибрации строительных конструкций при работе вентилятора и уменьшения шума вентиляторы монтируют на виброизолирующих основаниях — виброизоляторах. Пружинный виброизолятор типа ДОсостоит из двух металлических пластин, между которыми помещается металлическая пружина, изготовленная из специальной стали. Виброизоляторы изготовляют восьми типоразмеров — Д038 — Д045. Число и тип виброизоляторов определяются проектом и зависят от массы вентиляционной установки. Для улавливания потоков вредных газов и вредных технологических веществ применяют укрытия различного рода, местные отсосы, поворотные и выдвижные колпаки. Поворотные и выдвижные колпаки устанавливают над оборудованием для улавливания потоков газов. Их используют также в тех случаях, когда обрабатываемые детали загружают и выгружают кранами, а устраивать стационарные колпаки невозможно. На время загрузки и выгрузки поворотные колпаки отводят в сторону. Выдвижные колпаки применяют в тех случаях, когда вредные газы от оборудования продолжают выделяться, а также во время загрузки и выгрузки деталей. Местные отсосы для улавливания газов и вредных веществ поставляются вместе с соответствующим технологическим оборудованием. Детали для крепления воздуховодов. Вентиляционные воздуховоды прокладывают в строительных конструкциях горизонтально или вертикально. Воздуховоды крепят к стенам и колоннам с помощью кронштейнов, к перекрытиям — с помощью регулируемых или нерегулируемых подвесок и тяг, к двухтавровым балкам и уголкам— с помощью захватов.
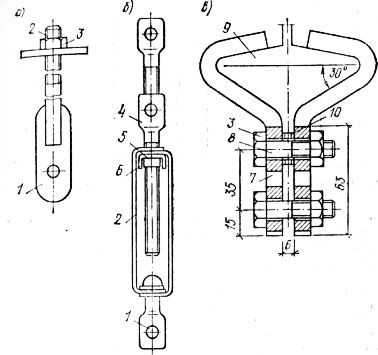
Рис. 16. Детали крепления воздуховодов Кронштейны или подвески необходимо устанавливать без нарушения целостности или прочности строительной конструкции. Расстояние между креплениями определяется проектом в соответствии со СНиП. Кронштейны крепят к строительным конструкциям двумя способами: заделкой в стены или пристрелкой дюбелями монтажным поршневым пистолетом ПЦ-52-1. Воздуховоды подвешивают к кронштейнам с помощью хомутов. Для круглых воздуховодов используют хомут, показанный на рис. 30, а; для прямоугольных воздуховодов периметром до 1000 мм — хомут, показанный на рис. 30, б. Для воздуховодов прямоугольного сечения периметром более 1000 мм применяют траверсу. Хомуты изготовляют из полосовой стали размерами мм — при диаметре воздуховодов до 400 мм и 30X3 мм — при диаметре 450—1600 мм. Соединяют хомуты на болтах М8Х25 и Ml0X30. Траверсы изготовляют из угловой стали пяти типоразмеров — от 32X32X4 до 80×80×6 мм в зависимости от поперечного сечения воздуховодов. Для крепления воздуховодов к железобетонным перекрытиям применяют тяги. К нижней части тяги церез отверстие диаметром 16—20 мм крепится хомут воздуховода. Верхняя часть тяги — стержень диаметром 8—12 мм имеет на конце резьбу с гайкой. При монтаже этот стержень продевают через отверстие в железобетонном перекрытии и затем с помощью гайки устанавливают воздуховод в проектное положение.
Рис. 17. Детали для подвески воздуховодов Для регулирования длины подвесок воздуховодов и расчалок вентиляционных шахт применяют регулируемую подвеску (талреп). Подвеска состоит из короткой тяги, корпуса, скобы, гайки и регулируемой тяги. На рисунке тяга показана в верхнем и нижнем положениях. Вращая корпус по резьбе регулируемой тяги, можно удлинять или укорачивать подвеску или расчалку. К металлическим двутавровым балкам воздуховоды крепят с помощью захватов, которые состоят из двух щечек, стянутых болтами и гайками так, чтобы они охватывали балку. На верхнем болтовом соединении надета шайба, в результате чего щечками образу-крепежными изделиями и т. п. Если изготовление вентиляционного оборудования и ряда типовых деталей осуществляется промышленностью, то обеспечение воздуховодами, исчисляемое миллионами квадратных метров, полностью лежит на обязанности организаций, монтирующих вентиляционные установки. Для удовлетворения потребности в вентиляционных заготовках и изделиях при каждом монтажном тресте создаются заготовительные предприятия, которые по своему профилю, характеру производства и оснащенности являются машиностроительными предприятиями. Заготовительные предприятия монтажных организаций по объему выпускаемой продукции, оснащенности производства и числу занятых рабочих подразделяются на три типа: Указанные промышленные предприятия входят в состав монтажной организации и являются основным поставщиком продукции для треста, управления или участка. В хозяйственном и финансовом отношении между заводом монтажных заготовок, ЦЗМ и УЗМ имеются существенные различия. Заводы монтажных заготовок и крупные ЦЗМ работают, как правило, на полном хозяйственном расчете, т. е. работают по государственным планам, определяемым вышестоящими организациями, имеют расчетный счет в банке, самостоятельную бухгалтерию и другую отчетность. Небольшие ЦЗМ и УЗМ работают в соответствии с планами, определяемыми нуждами монтажных управлений или участков, в ведении которых они находятся, и не имеют самостоятельного баланса. Основными факторами, определяющими необходимость строительства или реконструкции промышленного предприятия монтажной организации, являются объем и номенклатура продукции для обеспечения ее нужд, а также экономическая обоснованность дальности перевозок выпускаемой продукции от завода-изготовителя до потребителя. Расчеты показывают, что перевозить вентиляционные изделия, главным образом воздуховоды, экономически наиболее целесообразно автотранспорту— большегрузными автомашинами со специальными прицепами на расстояние до 300 км и железнодорожным транспортом — до 600 км. Характерной особенностью производства вентиляционных работ в современных условиях является максимальное разделение заготовительных и монтажных работ. Как правило, все вентиляционные заготовки — воз^ духоводы, фасонные части, типовые изделия (зонты, дефлекторы, отсосы и т. п.) изготовляют на монтажных заводах и ЦЗМ и доставляют на строительные площадки комплектно в максимально возможном укрупненном виде. Часть продукции — прямоугольные воздуховоды с угловым защелочным фальцем, панельные воздуховоды, дефлекторы больших номеров с целью уменьшения транспортных расходов на большие расстояния поставляют в разобранном виде, а затем на месте монтажа собирают в готовые изделия. Если в настоящее время на передовых предприятиях основной вид продукции — воздуховоды на 65—70% изготовляют на заводах монтажных заготовок, а 30— 35% — в ЦЗМ, расположенных далеко от завода, то в ближайшем будущем благодаря внедрению воздуховодов унифицированных конструкций и сокращению числа типоразмеров процент централизованного изготовления воздуховодов должен значительно возрасти. Важным показателем работы монтажной организации является степень индустриализации монтажных работ. Показателем индустриализации монтажных работ считается отношение общего объема работы, выполненного организацией в денежном выражении, к стоимости изделий, изготовленных на промышленных предприятиях данной организации. Одна из главных задач монтажной организации — повысить степень индустриализации монтажных работ за счет максимального перенесения в заготовительное производство изготовления различных подмеров, металлоконструкций и других работ с монтажной площадки на завод или ЦЗМ, так как трудовые затраты и себестоимость изделия, выполненного на заводе, значительно меньше, чем изготовленного на строительной площадке. Производственная мощность заготовительных предприятий определяется объемом годовой продукции, необходимой для выполнения годового объема монтажных работ, установленного тресту в ценностном выражении (млн. руб.), а также и в натуральных показателях основных видов продукции (воздуховоды, млн. м2). В номенклатуру продукции, выпускаемой заготовительным предприятием, включаются также фланцы, бандажи, различные клапаны и др. При проектировании промышленных предприятий, поставляющих детали для систем вентиляции, обязательно учитывается их специализация. Современные заводы рассчитываются на выпуск 500—700 тыс. м2 в год вентиляционных воздуховодов, а ЦЗМ — 300 тыс. м2 в год. Мощность предприятий колеблется от 0,5 до 5—6 млн. руб. в год. Сравнительные данные по вентиляционному заводу и ЦЗМ приведены в табл. 2. Номенклатура изделий заводов вентиляционных заготовок достаточно велика. Заводы выпускают основную продукцию — воздуховоды,%, следующих видов: Следует отметить, что объем выпуска воздуховодов из металлопласта в ближайшее время значительно увеличится. Гибкие воздуховоды из алюминиевой и стальной фольги, полиэтиленовой ленты, стеклоткани не являются массовой продукцией, и их выпуск организован только на некоторых заводах. Заводы выпускают также следующие изделия: типовые вентиляционные детали — фланцы, бандажи, шины, шумоглушители, дефлекторы; Кроме того, некоторые заводы (по отдельным договорам) выполняют ревизию и расконсервацию вентиляционного оборудования, агрегирование вентиляторов с электродвигателями и т. п. Из приведенного неполного перечня изделий, выпускаемых заводами, очевидно, что изготовлять все необходимые для вентиляционных работ детали на каждом заводе нецелесообразно. В принятых XXVII съездом КПСС Основных направлениях экономического и социального развития СССР на 1986—1990 годы и на период до 2000 года специализации и кооперации придается большое значение как важнейшим факторам повышения эффективности промышленного производства. Специализация производства определяет разделение труда как внутри каждого производственного предприятия, начиная с рабочего места и кончая цехами, так и между родственными по,профилю предприятиями, выпускающими однотипную продукцию. Главпромвентиляцией Минмонта.жспецстроя СССР — крупнейшим в стране объединением по изготовлению и монтажу систем вентиляции и кондиционирования воздуха проделана большая работа по специализации предприятий Главка, выпускающих вентиляционные и другие изделия. Главк ежегодно для нужд монтажных трестов выпускает сотни тысяч изделий (с учетом типоразмеров каждого изделия). Благодаря типизации изделий изготовление их организовано на высоком техническом уровне. Каждому заводу-изготовителю поручен выпуск ряда изделий строго определенной номенклатуры для удовлетворения потребностей не только треста, но и других организаций. Специализация выпуска изделий учитывает оптимизацию транспортных расходов, т. е. наиболее рациональные перевозки их с завода-изготовителя потребителям. Основными преимуществами специализации промышленных предприятий являются: На основе специализации в организациях Главпром-вентиляции все большее значение приобретают кооперированные поставки, т. е. поставки заводом-изготовителем потребителю определенного количества продукции необходимого качества и в установленные договором сроки. Для обеспечения заготовительных и монтажных организаций материалами, оборудованием и изделиями, а также для поставки монтажным управлениям и участкам вентиляционных заготовок и другой готовой продукции в большинстве вентиляционных трестов созданы управления производственно-технологической комплектации (УПТК). Основными функциями УПТК являются: Для выполнения указанных операций в составе УПТК находятся материальные склады и в ряде случаев комплектовочные цехи. Для сокращения излишних перевозок и перегрузок материалов и изделий желательно, чтобы склады УПТК располагались вблизи заготовительных предприятий. Во многих крупных трестах, имеющих разветвленную сеть монтажных управлений и участков, для лучшего использования механизмов и оборудования создаются базы механизации. Основной функцией имеющихся в трестах баз механизации является выполнение по заказам монтажных управлений больших объемов такелажных, погрузочно-разгрузочных работ, перевозок готовой продукции и др. Для выполнения подобных работ базы механизации оснащаются различного рода подъемными кранами, парком автомашин, сварочным оборудованием, а также кадрами квалифицированных рабочих. Район действия баз механизации определяется местными условиями — наличием автомобильных дорог и подъездов, а также объемами подлежащих выполнению работ. Преимуществом баз механизации является сосредоточение в одном хозяйстве механизмов и автотранспорта, что способствует лучшему их использованию, своевременному проведению ремонта и профилактического осмотра, более мобильному выполнению поручаемых работ. Базы механизации так же, как и УПТК, являются хозрасчетными организациями, выполняющими заказы монтажных управлений на основе договорных обязательств. Похожие статьи: Навигация: Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум |
|
|
|


|
Информационный сайт о строительных материалах и технологиях. Контакты: Никита Королёв - © 2008-2014 |
© Все права защищены.
Копирование материалов невозможно. |
|