|
|
Навигация:
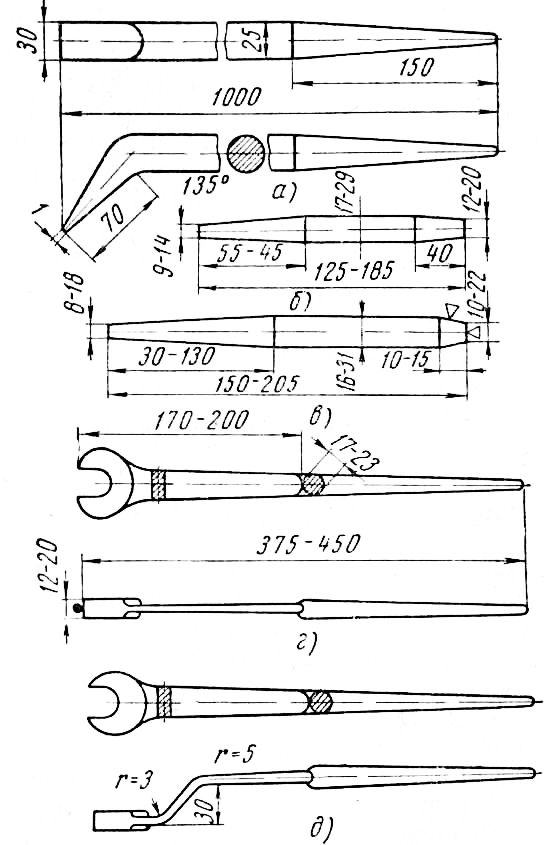
При большом объеме работ поступающие с завода стальные конструкции принимают на склад-базу, где их рассортировывают, комплектуют и подготовляют к укрупнительной оборке и монтажу. Укрупнительная сборка конструкций вызвана тем, что отдельные элементы каркаса — колонны, стропильные и подстропильные фермы и др. из-за их негабаритности приходится изготовлять и отгружать с завода по частям, которые называют отправочными марками. Установка колонн или ферм отдельными частями очень сложна и нецелесообразна, поэтому они и проходят укрупнительную сборку перед подъемом, т. е. из отдельных марок собирают элемент, который полностью сваривают (или соединяют на заклепках или высокопрочных болтах) на земле и монтируют за один подъем. Укрупнительную сборку легких элементов, например стропильных ферм с фонарями, рекомендуется проводить на достаточно жестких и хорошо выверенных стеллажах, а укрупнение тяжелых колонн — на деревянных подкладках (шпальных выкладках). Высота стеллажей при укрупнительной сборке клепаных конструкций должна быть 600—800 мм, чтобы подручному клепальщику удобно было работать под конструкцией, а шпальных выкладок или стеллажей для сборки сварных конструкций — 200—300 мм, так как конструкции необходимо кантовать для заварки швов, расположенных снизу. Элементы стропильных ферм и других конструкций (за исключением листовых конструкций) должны обязательно иметь сборочные контрольные отверстия. Эти отверстия фиксируют взаимное расположение отдельных элементов и позволяют подготовить (стянуть) стык под сварку без применения или с частичным применением других приспособлений: струбцин, скоб, клиньев, хомутов и т. д. При отсутствии в собираемых элементах контрольных отверстий простейшим способом соединения их при сборке под сварку является прихватка, т. е. наложение коротких швов, фиксирующих взаимное положение деталей. Чтобы к ранее собранной конструкции прихватить деталь, ее нужно плотно прижать, соблюдая проектный зазор, для этого пользуются струбциной или другими приспособлениями. Перед самой подачей элемента на укрупнительную сборку стыки тщательно очищают скребками и металлическими щетками от грязи, ржавчины и льда. Очистка нужна для того, чтобы плоскости в стыках или узлах плотно прилегали друг к другу и чтобы не возникало очагов коррозии. Соприкасающиеся плоскости сборочных стыков должны быть сухими, а если на заводе их проолифили или загрунтовали, всю олифу и краску с них удаляют. Особое внимание нужно обращать на проверку правильности геометрических размеров и осей укрупняемых конструкций. Так, например, при укрупнительной сборке стропильных и подстропильных ферм необходимо точно выдержать ее размеры или же собрать ферму длиной менее проектной на 5 мм. Это значительно упростит заводку ферм в пролет при установленных колоннах. Собирать фермы с плюсовым допуском не рекомендуется, так как это вызывает значительные трудности при их установке: колонны при помощи расчалки или подклинивания башмака приходится отклонять наружу пролета. В некоторых случаях требуется смещение наружу всей колонны. Собранная ферма не должна иметь искривлений плоскости; допуск на искривления ±5 мм. Искривление проверяют натяжением стальной струны между двумя концевыми точками фермы. Перед сваркой ферма должна занимать горизонтальное положение; правильность положения проверяют уровнем, причем для большей точности под Уровень подкладывают специальную выверенную линейку длиной 2—3 м. К сварке разрешается приступать только “ после окончательной проверки и сдачи конструкции мастеру пли прорабу по сварке. Кантовать ферму при сварке стыков нужно осторожно, принимая необходимые меры к тому, чтобы она не прогнулась в плоскости. Такими мерами могут быть: правильная строповка ферм одновременно за несколько узлов специальным стропом или траверсой, или усиление ферм бревнами. Порядок сборки и подготовки колонн под сварку аналогичен оборке ферм. Укрупняемую колонну укладывают так, чтобы стенка ее занимала вертикальное положение. Необходимо точно выдержать общую высоту колонны и расстояние от низа опорной плиты до подкрановой консоли. Нельзя допускать искривления оси колонны или перелома в месте стыка; это проверяют уровнем и линейкой. Если монтажное соединение конструкции запроектировано на болтах, то после очистки соприкасающихся поверхностей собирают и окончательно наводят отверстия в соединяемых элементах посредством монтажных ломиков, оправок и пробок, выверяют размеры и ставят постоянные болты во все отверстия. Далее выполняют утяжку стыков настолько, чтобы щуп толщиной 0,3 мм не заходил в зазор между состыковыми поверхностями. Утяжку производят равномерно по всему стыку всеми болтами поочередно и повторяют несколько раз до тех пор, пока все болты не будут натянуты равномерно до отказа. Подкрановые балки со сварными монтажными соединениями удобнее собирать в горизонтальном положении. Во всех случаях, когда позволяют условия монтажа (возможность заводки укрупненного элемента), тормозные фермы подкрановых балок следует собирать вместе с балками и в таком виде монтировать. Укрупнять отдельные элементы в монтажные блоки целесообразно при всех условиях, так как это значительно сокращает число подъемов легких деталей, увеличивает производительность труда и повышает эффективность использования монтажных кранов, повышает качество работ, а также значительно сокращает дополнительные расходы на устройство подмостей. Объем и характер укрупнительной сборки конструкций при монтаже того или иного объекта определяются проектом производства работ и зависят от грузоподъемности монтажного механизма, конструктивных и геометрических особенностей монтируемого сооружения и других местных условий. Целесообразно, например, производить укрупнение и подъем стропильных ферм вместе с фонарными конструкциями. Широкое распространение укрупнительная сборка получила также при монтаже листовых конструкций объектов доменной печи (воздухонагревателей, пылеуловителей, кожуха печи) и других листовых конструкций диаметром до 10—12 м, а также трубопроводов. Прибывшие с завода-изготовителя отдельные заваль-цованные листы, из которых состоит сосуд, предварительно -собирают в обечайки или царги по 3—4 пояса и затем такую обечайку устанавливают в проектное положение за один подъем. Перед подъемом укрупненного элемента его выверяют, заваривают и обстраивают подмостями. Следовательно, наверх выносят только минимум операций по подгонке поднятого элемента к ранее установленному. Основным инструментом, применяемым при монтаже и укрупнительной сборке стальных конструкций, является ломик, или колик, а также гаечные ключи, молотки, кувалды и т. д. Один конец ломика, вытянутый на конус, служит для первоначальной грубой наводки отверстий при их совмещении, а второй, имеющий форму лопаточки с загнутым концом, — для наводки вилочных стыков, передвижения и подклинивания конструкций. Проходные и конусные оправки применяют для окончательного совмещения отверстий при сборке, после чего ставят болты, а оправку выбивают из отверстия. При сборке конструкций и деталей с окончательно обработанными отверстиями под чистые высокопрочные болты применять конические оправки не рекомендуется. Для завертывания гаек на болтах применяют односторонние гаечные ключи плоские или с изогнутой ручкой. Последние очень удобны при частом расположении болтов и при завинчивании гаек на поверхности, имеющей выступающие детали. На ручке ключа имеется клеймо с обозначением диаметра болта, чтобы было по этому обозначению видно, для каких болтов и гаек предназначен ключ.
Рис. 1. Монтажный сборочный инструмент: Похожие статьи: Навигация: Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Информационный сайт о строительных материалах и технологиях. Контакты: Никита Королёв - © 2008-2014 |
© Все права защищены.
Копирование материалов невозможно. |
|