|
|
Навигация:
Для изготовления воздуховодов вентиляционных систем промышленных зданий, животноводческих комплексов, птицефабрик, теплиц широко применяют полиэтиленовую пленку. Использование полиэтилена для изготовления напорных воздуховодов в помещениях с коррозионными средами снижает себестоимость вентиляционных систем и сокращает сроки монтажных работ. Воздуховоды из полиэтиленовой пленки обладают следующими преимуществами по сравнению с металлическими: благодаря гладкой поверхности стенок воздуховодов скорость движения воздуха может достигать 30 м/с (в металлических воздуховодах аналогичных вентиляционных систем допускаемая скорость движения воздуха 12 м/с), что позволяет значительно сократить сечения воздуховодов; масса полиэтиленовых воздуховодов во много раз меньше массы стальных воздуховодов; стоимость полиэтилена значительно ниже стоимости стали.
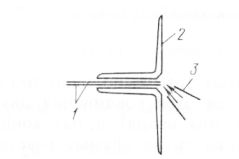
Рис. 1. Сварка полиэтиленовой пленки:
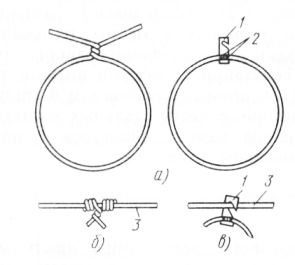
Рис. 2. Крепление воздуховодов на монтажных кольцах (а) с помощью скрутки (б) и посредством пластины (в): Для изготовления воздуховодов используют нестабилизированную или стабилизированную пленку. Такую пленку выпускают в виде полотна или рукава диаметрами 150, 300 и 400 мм. Воздуховоды больших диаметров получают путем сварки полотна пленки по длине. При этом прочность сварного шва должна быть не меньше прочности пленки. Для сварки полиэтиленовую пленку заданного размера складывают вдвое по длине, зажимают между двумя дюралевыми уголками, после чего лишнюю пленку обрезают. Оставшиеся кромки пленки шириной 3…4 мм сваривают струей воздуха, нагретого до температуры 270…300 °С. Кромки пленки прогревают до полного их расплавления. Вместо горячего воздуха можно использовать простейший электрический подогреватель мощностью 1,8…2 кВт, в котором температура нихромовой спирали достигает 800…900 °С. Расстояние от спирали до свариваемой пленки должно составлять 9…10 мм. В том случае, если полиэтиленовые воздуховоды служат для равномерной подачи воздуха в помещение, по всей длине воздуховода делают отверстия, через которые приточный воздух подается в помещение. Диаметр отверстия не должен превышать 40 мм, так как при большем диаметре нарушается форма сечения воздуховода. Отверстия по всей длине воздуховода пробивают на одинаковом расстоянии не менее 250 мм. При меньших расстояниях между отверстиями снижается прочность воздуховода. Полиэтиленовые воздуховоды подвешивают на монтажных кольцах, изготовленных из круглой проволоки диаметром 4…5 мм. На проволоку надевают полихлорвиниловую трубку. Диаметр колец должен быть на 10% больше диаметра воздуховода. Кольца крепят к несущему канату либо с помощью скрутки, либо посредством пластины с вырезом. Расстояние между крепежными кольцами не должно превышать 2 м. Несущий канат, натянутый вдоль оси воздуховода, крепят к несущим конструкциям здания через каждые 20…25 м. Чтобы исключить возможность появления электрических зарядов на пленке воздуховода, несущий канат заземляют не менее чем в двух местах. Протаскивают воздуховод через кольца с помощью монтажных роликов, которые подвешивают к несущему канату через каждые 15…20 м. Перед началом монтажа воздуховод, намотанный на втулку, устанавливают на козлах в конце несущего каната. Конец воздуховода привязывают к предварительно протянутой через кольца веревке или канату. Сматываемый с рулона воздуховод перед протягиванием через кольца складывают вдоль вдвое или втрое. После того как воздуховод протянут через кольца, монтажные ролики снимают. Торец воздуховода изготовляют из оцинкованной стали. Чтобы исключить продольные перемещения, воздуховод при его наполнении воздухом натягивают до тех пор, пока не исчезнут провесы пленки между монтажными кольцами. Конечный элемент должен иметь отверстия для смягчения ударов, возникающих при наполнении воздуховодов воздухом. Диаметр отверстий равен 0,1…0,2 диаметра воздуховода. К металлическим частям воздуховода полиэтиленовый рукав крепится с помощью ленточного хомута или бандажа из мягкой вязальной проволоки и хлопчатобумажной изоляционной ленты. Допустимая температура воздуха, перемещаемого по воздуховодам из пленки, не должна превышать 60 °С. Так как скорость движения воздуха в пленочных воздуховодах можно менять в широких пределах, сортамент воздуховодов (число диаметров) может быть очень небольшим (три-четыре) и обеспечивать работу приточных систем. Это повысит индустриальность изготовления и монтажа систем. Похожие статьи: Навигация: Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Информационный сайт о строительных материалах и технологиях. Контакты: Никита Королёв - © 2008-2014 |
© Все права защищены.
Копирование материалов невозможно. |
|