|
|
Навигация:
Для придания кромке изделия из листовой стали (зонту, бортовому отсосу, патрубку и некоторым другим) жесткости на ней делают двойной отгиб. Чтобы получить еще большую жесткость кромки, в край листа закатывают проволоку диаметром 6…8 мм. Ширину отгибаемой кромки для закатки проволоки принимают равной 2,5 диаметра проволоки. Проволоку закатывают вручную на верстаке с помощью молотка и киянки. Правленый лист кладут на верстак и очерткой наносят линию, параллельную краю листа, , где диаметр закатываемой проволоки. Затем наносят вторую линию от края на расстоянии, равном 1/3. Совместив крайнюю риску на листе с краем угольника на верстаке, отгибают первую кромку на 90° вниз. Затем, переместив лист на край второй кромки, киянкой намечают второй отгиб в том же направлении, что и первый. После этого лист переворачивают, второй отгиб заводят до 90°, в изогнутую кромку вставляют предварительно спрямленную проволоку и киянкой, а затем молотком загибают кромку до соприкосновения ее края с листом металла.
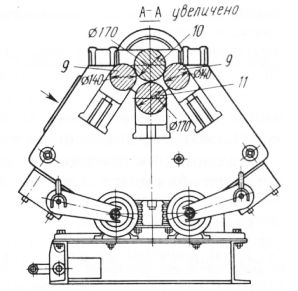
Рис. 1. Механизм СТД-14: При закатке проволоки вручную особое внимание обращают на то, чтобы лист плотно прилегал к проволоке по всей длине. Проволоку закатывают в край цилиндрического изделия, отбортовывая его. Механизация процессов закатки проволоки может быть выполнена путем отгиба кромки заданной ширины на кромкогибочных механизмах. Похожие статьи: Навигация: Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Информационный сайт о строительных материалах и технологиях. Контакты: Никита Королёв - © 2008-2014 |
© Все права защищены.
Копирование материалов невозможно. |
|