|
|
Навигация:
При изготовлении предварительно напряженных железобетонных конструкций применяются методы измерения силы натяжения по показаниям манометра, по усилию поперечной оттяжки арматуры, по частоте собственных колебаний арматуры и по величине удлинения арматуры. По показаниям манометра измеряется сила механического натяжения арматуры гидравлическими домкратами. При этом должны использоваться манометры по ГОСТ 8629 классом точности не ниже 1,5, подобранные таким образом, чтобы при измерении силы натяжения показания манометра находились в пределах 30—90% его шкалы. Используемые для контроля манометры должны быть отградуированы совместно с теми домкратами, которыми осуществляется натяжение арматуры. При измерении величины натяжения арматуры по усилию поперечной оттяжки применяются приборы с собственной базой и без собственной базы. Измерение силы производится после завершения натяжения арматуры. Поэтому данный метод применим как при механическом, так и при электротермическом натяжении арматуры. Наибольшее распространение из числа приборов, реализующих этот метод, получили приборы типа ПРД и ЛРДУ, а также прибор ПИН—5. Прибор ПРДУ может использоваться с собственной базой и без собственной базы. Измерение силы натяжения частотным методом также производится после завершения натяжения арматуры. Для этого метода используются приборы типа АП—12, АП—23ПР, ЭИП—4М, ИНК-1, ЭИН-МГ2. Все используемые приборы должны удовлетворять требования ГОСТ 22362. Измерение силы натяжения по удлинению арматуры используется для приближенной оценки величины натяжения параллельно с другими точными методами. Приборы, используемые для контроля силы натяжения, должны быть проградуированы с помощью динамометра с классом точности не ниже 1,0, устанавливаемого последовательно с натягиваемой арматурой. Градуировку манометров допускается осуществлять без арматуры, устанавливая динамометр параллельно с домкратом. Градуировка приборов, применяемых для измерения силы натяжения арматуры методом поперечной оттяжки и частотным методом, должна производиться для каждого класса и диаметра арматуры, а для приборов без собственной базы, кроме этого, — для каждой длины арматуры. При этом длина арматуры, используемой при градуировке, не должна отличаться от длины контролируемой арматуры более чем на 2%. При градуировке приборов с собственной базой длина арматуры должна превышать базу не менее чем в 1,5 раза. При контроле натяжения по манометру, по градуировочной зависимости определяются показания, соответствующие номинальной проектной силе натяжении арматурного элемента или группы одновременно натягиваемых арматурных элементов. Фактические показания манометра, полученные при натяжении, фиксируются в специальном журнале или в контрольных картах. При измерении силы натяжения арматуры при градуировке и контроле приборами без собственной базы отклонение места размещения прибора или датчика прибора от середины длины арматуры не должно превышать 2% длины арматуры для механических приборов и 5% для частотных приборов. При этом на участке измерений арматура не должна касаться других арматурных элементов, закладных деталей, сеток, закладных каркасов, бортов и т.д. Фактическую силу натяжения определяют по градуировочной зависимости, как среднее арифметическое не менее чем двух измерений. Результаты измерений фиксируются в таблице, рекомендуемая форма которой приведена в ГОСТ 22362. Фактическая сила натяжения не должна отличаться от номинального проектного натяжения, установленного стандартом или рабочими чертежами на изделие больше чем на величину нормируемого допускаемого отклонения силы натяжения арматуры. Контроль качества закладных деталей и арматурных изделий. При изготовлении сварных каркасов, сеток, закладных деталей, контролируются геометрические размеры, внешний вид, качество выполнения «варных соединений. Контролю подлежат следующие геометрические размеры: габаритные размеры и расстояние между крайними стержнями по длине, высоте и ширине арматурных изделий; расстояние между стержнями; расстояние между элементами закладных деталей и их взаимное положение; плоскостность элементов закладных деталей; размеры сварных соединений; размеры и количество наружных пор и др. дефектов сварных соединений. Допускаемые отклонения от номинальных проектных размеров арматурных элементов и закладных деталей нормированы ГОСТ 10922. При контроле внешнего вида оцениваются следующие показатели: отсутствие отслаивающихся ржавчины и окалины, следов масла, битума и т.п., отсутствие видимых дефектов сварных соединений. Качество сварных соединений проверяется путем механических испытаний до разрушения контрольных образцов, отбираемых от партии готовых изделий, деталей или соединений. При контроле качества сварных соединений, выполняемых контактной стыковой и точечной сваркой на одноэлектродных машинах при автоматическом управлении, а также сваркой плавлением при монтаже сборных железобетонных конструкций допускается использование «образцов-свидетелей», которые изготавливаются параллельно с изделием. Для контроля качества сварки может быть использован ультразвуковой метод (по ГОСТ 23858). Приемка арматурных изделий и закладных деталей производится партиями. Партия не должна превышать количеств изделий, изготавливаемых одним сварщиком в течение одной смены, при этом должна состоять из изделий одного типоразмера. Включение в одну партию изделий разных типоразмеров ( при условии выполнения требований, установленных п. 2.4 ГОСТ 10922) допускается в случае, если потребителем арматурных изделий и закладных деталей являются производственные участки предприятия— изготовителя. Партия принимается по результатам выборочного контроля не менее, чем 3-х изделий. Если при этом хотя бы по одному контролируемому показателю проектные требования (с учетом допускаемых отклонений) не будут выполнены, от партии отбирается для повторного контроля удвоенное количество изделий или деталей. Если и при этом хотя бы по одному показателю требования не будут удовлетворены, вся партия проверяется поштучно. Объем выборки контрольных образцов и «образцов-свидетелей» для механических испытаний сварных соединений, отбираемых от каждой последующей партии от результатов испытаний образцов, отобранных от предыдущей партии: чем больше разброс результатов испытаний, тем большее количество образцов отбирается от партии. Нормы контроля устанавливаются ГОСТ 10922. Приемочный контроль сборных железобетонных изделий предусматривает приемку по совокупности показателей качества, на основании которой принимается решение о соответствии изделия или партии изделий требованиям государственных стандартов и рабочих чертежей, а также проверку их прочности, жесткости и трещиностойкости. Проверка прочности, жесткости и трещиностойкости производится в соответствии с ГОСТ 8829 путем испытаний внешней нагрузкой до разрушения или по ГОСТ 13015.1 (с изменением №1) с помощью неразрушающих методов. Испытания нагружением конструкций производятся в соответствии с ГОСТ 8829 перед началом массового изготовления и при внесении в них конструктивных изменений или изменений технологии изготовления. При этом испытания предварительно напряженных конструкций, а также других ответственных изгибаемых конструкций должно производиться обязательно, а других конструкций — в случаях предусмотренных стандартами или техническими условиями. Испытания нагружением в процессе серийного производства для проверки прочности, жесткости и трещиностойкости должны производиться при изготовлении ответственных предварительно напряженных конструкций: стропильных и подстропильных ферм, балок, плит покрытий и перекрытий пролетом 12 м и более, ригелей и балок пролетом 9 м и более, подкрановых балок, стоек опор ЛЭП и др. Остальные изгибаемые конструкции в процессе серийного производства могут испы-тываться нагружением или неразрушающими методами. Для конструкций, технология изготовления которых обеспечивает идентичность прочности бетона конструкций и контрольных кубов, испытания нагружением или неразрушающими методами могут не предусматриваться стандартами или техническими условиями. Прочность, жесткость и трещиностойкость обеспечиваются при этом соблюдением комплекса проектных и нормируемых показателей, проверяемых в соответствии с требованиями ГОСТ 13015.1 и других нормативных документов. Мелкоштучные железобетонные изделия обычно не испытываются для проверки их прочности, жесткости и трещиностойкости или испытываются по упрощенным схемам. Их приемка производится по совокупности показателей, к числу которых могут относиться прочность, морозостойкость и плотность бетона, геометрические размеры, качество поверхности. По совокупности показателей качества также могут приниматься некоторые конструкции массового изготовления (стеновые панели, некоторые виды плит покрытий и перекрытий и т.п.). Для этих конструкций решение о соответствии требованиям прочности, жесткости, трещиностойкости и долговечности принимается на основе данных о единичных показателях качества, полученных в процессе входного, операционного и приемочного контроля. К числу контролируемых единичных показателей качества относятся: вид, класс, марка, механические свойства арматурных сталей, качество выполнения арматурных изделий и деталей; диаметр, количество и расположение арматуры, толщина защитного слоя бетона и его проницаемость; натяжение арматуры; геометрические размеры сечений; передаточная и отпускная прочность бетона. Перечень контролируемых показателей качества, объем входного, операционного и приемочного контроля устанавливаются государственными стандартами или рабочими чертежами на изделия. Непосредственно в изделиях должны контролироваться прочность бетона, толщина защитного слоя и проницаемость бетона, если конструкции предназначены для эксплуатации в агрессивных средах, а также геометрические размеры. Остальные показатели контролируются в процессе входного и операционного контроля. При этом текущий приемочный контроль может быть выборочным или сплошным. При выборочном контроле партия оценивается по результатам испытаний отдельных конструкций, составляющих выборку. Объем выборки принимается не менее 10% от количества конструкций в партии, но не менее 3 штук. При сплошном контроле партия оценивается по результатам испытаний всех составляющих ее конструкций. Поэтому общее число измерений должно быть распределено на все конструкции в партии. Сплошной контроль рекомендуется применять при небольшом количестве изделий в партии (до 20 штук). Количество и место расположения участков, в которых должны контролироваться прочность бетона, положение арматуры и геометрические размеры, должны указываться в рабочих чертежах. Прочность бетона непосредственно в конструкциях определяется не-разрушающими методами в соответствии с данными, приведенными выше. Положение арматуры и толщина защитного слоя непосредственно в конструкциях контролируется магнитным методом (ГОСТ 22904) приборами типа ИЗС, проницаемость бетона — переносными фильтромерами или ультразвуковым способом. Для предварительно напряженной арматуры, а также арматуры жестких сварных каркасов, смещение которых во время бетонирования исключено, допускается контролировать толщину защитного слоя перед бетонированием конструкций. Для контроля массовых конструкций неразрушающими методами целесообразно использовать механизированные стенды, позволяющие осуществлять определение прочности бетона ультразвуковым методом в заданных участках, определять положение арматуры магнитным методом, в некоторых случаях — геометрических размеров. Помимо стендов могут быть использованы частично механизированные посты контроля, позволяющие дистанционно определять прочность бетона или прочность бетона и толщину защитного слоя. Результаты приемочного контроля, а также данные входного и операционного контроля по показателям качества, измеряемых при неразрушающем контроле, заносятся в специальные журналы, бланки или контрольные карты. В тех случаях, когда контролируемые показатели качества отличаются от номинальных проектных значений не больше чем на величину допускаемых отклонений, установленных стандартами или рабочими чертежами на изделия, требования по прочности, жесткости и трещиностойкости для всей партии считаются выполненными. Если значение какого-либо контролируемого показателя качества отличается от номинальных проектных значений больше чем на величину допускаемых отклонений, вся партия подлежит поштучной приемке с отбраковкой изделий, контролируемые показатели которых не удовлетворяют установленным требованиям. Вместо отбраковки, по согласованию с проектной организацией — авторами проекта конструкции, возможно их использование под уменьшенные нагрузки. Заполнение паспортов, являющихся документами для использования сборных железобетонных изделий но назначению, производится на основе данных входного и операционного контроля, приемочного контроля по проверке прочности, жесткости и трещиностойкости, а также по результатам приемочного контроля по совокупности единичных показателей качества готовых изделий. Приемка изделий осуществляется партиями. Размер партий устанавливается стандартами и техническими условиями на изделия. Контролируемые показатели определяются в изделиях, отобранных от партии. Больше-размерные и наиболее ответственные изделия (предварительно напряженные фермы, балки) принимаются поштучно. Отобранные образцы конструкций подлежат осмотру и обмеру по всем требуемым показателям качества. Контроль может быть сплошным или выборочным. Выборочный контроль может быть одноступенчатый или двухступенчатый. Партия принимается, если количество результатов измерений, не удовлетворяющих установленным требованиям, не превосходит приемочных чисел и не принимается, если это количество больше или равно браковочному числу. Приемочные и браковочные числа устанавливаются в стандартах и технических условиях на конструкции и в ГОСТ 23116. Изделия, конструкции должны обеспечивать долговечность и надежность при длительной эксплуатации. Долговечность – свойство изделия сохранять работоспособность до предельного состояния с необходимыми перерывами на ремонт. Предельное состояние определяется разрушением изделия, требованиями безопасности или экономическими соображениями. Долговечность строительных изделий измеряют обычно сроком службы без потери эксплуатационных качеств в конкретных климатических условиях и режиме эксплуатации. Например, для железобетонных конструкций нормами предусмотрены три степени долговечности: I – соответствует сроку службы не менее 100 лет, II – 50 лет, III – 20 лет. Надежность представляет собой общее свойство, характеризующее проявление всех остальных свойств изделия в процессе эксплуатации. Надежность складывается из долговечности, безотказности, ремонтопригодности и сохраняемости. Эти свойства связаны между собой. Безотказностью называют свойство изделия сохранять работоспособность в определенных режимах и условиях эксплуатации в течение некоторого времени без вынужденных перерывов на ремонт. К показателям безотказности относят вероятность безотказной работы. Отказом называют событие, при котором система, элемент или изделие полностью или частично теряют работоспособность. Потеря работоспособности вызывается такой неисправностью, при которой хотя бы один из основных параметров выходит за пределы установленных допусков. Ремонтопригодность – свойство изделия, характеризующее его приспособленность к восстановлению исправности и сохранению заданной технической характеристики в результате предупреждения, выявления и устранения отказов. Показателем ремонтопригодности является среднее время ремонта на один отказ данного вида, а также трудоемкость и стоимость устранения отказов. Сохраняемость – свойство изделия сохранять обусловленные эксплуатационные показатели в течение и после срока хранения и транспортирования, установленного технической документацией. Сохраняемость количественно оценивают временем хранения и транспортирования до возникновения неисправности. — Натяжение арматуры — одна из ответственных операций изготовления предварительно напряженных железобетонных конструкций. Из-за необходимости равномерного натяжения всех струн пучка арматуры до заданного расчетного усилия и сохранения заданной величины предварительного натяжения в отдельных струнах к натяжным устройствам предъявляют особые требования.
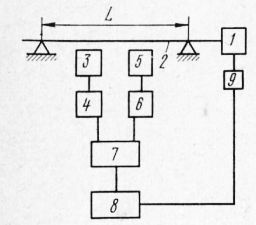
Рис. 1. Общий вид прибора типа ИЗС Схема контроля натяжения арматуры показана на рис. 2. Домкрат натягивает арматуру, которая приводится в колебание системой, состоящей из вибратора и электронного генератора. Под действием переменного магнитного поля, создаваемого вибратором, арматура начинает вибрировать. Колебания арматуры происходят относительно индукционного преобразователя, создают в нем э. д. е., которая передается на электронный усилитель. В анодной цепи электронного усилителя появляется ток частотой, равной частоте колебаний арматуры. Данному значению частоты соответствует определенное напряжение арматуры, которое указано при предварительной тарировке каждого сорта арматуры. Требуемое предварительное напряжение арматуры выражают через частоту колебаний. Резонансный фильтр настраивают на частоту, соответствующую заданному напряжению арматуры. При совпадении частоты собственных колебаний арматуры с частотой, на которую настроен фильтр, на выходе фильтра выделяется максимальное напряжение, воздействующее на амплитудный дискриминатор. Последний формирует сигнал управления при помощи реле, которое обеспечивает прекращение работы домкрата и закрепление арматуры в данном напряженном состоянии.
Рис. 2. Схема контроля натяжения арматуры Похожие статьи: Навигация: Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Информационный сайт о строительных материалах и технологиях. Контакты: Никита Королёв - © 2008-2014 |
© Все права защищены.
Копирование материалов невозможно. |
|