|
|
Навигация:
Запорную и предохранительную арматуру ремонтируют на месте без демонтажа корпуса или в ремонтно-механическом цехе после снятия арматуры во время ремонта холодильной установки. При централизованном ремонте арматуры все работы выполняют на специализированных участках, оборудованных оснасткой и средствами механизации. Основные группы оборудования в ремонтно-механическом цехе: стенды для разборки и сборки арматуры, станки для механической обработки уплотнительных поверхностей, приспособления для притирки, стенды для испытаний на плотность и прочность, стенды для испытания пружин и регулировки предохранительных клапанов, приспособления для вырезки и вырубки прокладок, сварочный участок с необходимым оборудованием для наплавочных работ и приварки сильфонов. Порядок разборки, проверки, притирки и испытаний на прочность и плотность после ремонта такой же, как и при проведении ревизии арматуры. Конструкции притиров для притирки уплотнительных поверхностей вентилей разнообразны. Рабочую поверхность шпинделя сальниковой арматуры (зона работы в сальнике) зачищают от забоин и рисок и шлифуют в приспособлении типа колодки с абразивным полотном или пастой.  Рис. 1. Приспособления для притирки уплотнительных поверхностей седел вентилей: 1 — корпус; 2 — направляющая; 3 — штифт; 4 — притир; 5 — седле; 6 - притирочная плита; 7 — оправка 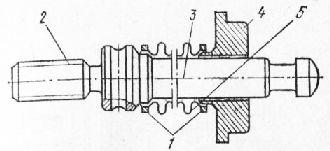 Рис. 2. Приварка сильфонов при ремонте арматуры: 1 — кольца; 2, 3, 4 — детали вентиля; 5 — сильфон 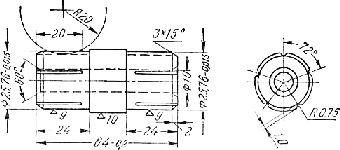 Рис. 3. Приспособление для испытания пружин предохранительных клапанов; 1- пружина; 2 — стойка; 3 — специальная крышка; 4 — накидные гайки; 5 — упорный подшипник; 6 — шпиндель; 7 — вращающаяся гайка; 8 — маховик; 9 — хомут; 10 — индикатор; 11 — штанга Чтобы избежать прожога тонкостенного сильфона при ремонте сильфонной арматуры (толщиной 0,1-0,2 мм), юбку сильфона размещают между деталями вентиля и выкачиваемыми специально кольцами. Сварку трех деталей выполняют одновременно. В процессе ремонта предохранительных клапанов особое внимание уделяют состоянию пружин. Пружины при разборке внимательно осматривают и при наличии трещин и других видимых дефектов бракуют. Пружины подвергают трехкратному сжатию статической нагрузкой для выявления остаточной деформации и, кроме того, нагружают статической нагрузкой, равной максимальной рабочей нагрузке с одновременным контролем сжатия пружины в приспособлении. Предохранительные клапаны регулируют на давление открытия на стенде давлением азота или воздуха, создаваемого компрессором, или с помощью баллона со сжатым газом. После регулировки клапан пломбируют и регистрируют в журнале, где приводят тип клапана и позицию его по технологической схеме, параметры, перечень проведенных ремонтных и регулировочных работ, даты регулировки и даты следующей его проверки (т. е. срока эксплуатации). Затем клапан маркируют краской на корпусе или на специальной бирке и сдают ремонтной бригаде для установки на место.  Рис. 4. Приспособления для измерения углов при ремонте трубопроводов (а) и для разжима фланцев (б) 1 — планка; 2 — рычаг; 3 — ось; 4 — специальная гайка; 5 — кольцо; 6 — заменяемый участок трубы; 7 — разжимной конус; 8 — палец; 9 — тяги; 10 — винт; 11 -ось Ремонтные работы на трубопроводах составляют значительную часть ремонтных работ при ремонте холодильной установки и могут быть сведены собственно к ремонту трубопровода (вставка катушек, замена отводов, колен, приварка фланцев, чеканка свищей в сварочных швах или заварка их) или к замене участков и всей линии. Для разжигания фланцев и простоты замера углов между трубопроводами используют приспособления. Основные дефекты, характерные для трубопроводов холодильных установок, следующие: замасливание трубопроводов (устраняется промывкой растворами), отложение ила, нагара и солей жесткости Г (также промывкой); коррозионный износ, эрозионный износ, особенно при высоких скоростях или загрязненных средах в коленях, отводах (необходима замена деталей); дефекты в сварных швах (подварка или чеканка); усталостные трещины, появляющиеся из-за повышенной вибрации или из-за брака при прокате труб (выясняют и устраняют причины, а участок трубопровода заменяют).  Рис. 5. Приспособления для вырубки и вырезки прокладок: 1 — патрон; 2 — установочная рейка; 3 — дисковые ножи Основная профилактическая мера — систематическая проверка характерных мест категорийных трубопроводов по графику на изменение толщины стенки трубы с составлением акта. Проверку проводит лаборатория дефектоскопии службы главного механика. При ремонте обращают внимание на точность изготовления уплотнительных прокладок во фланцевых соединениях трубопроводов и разъемах аппаратов. Прокладка должна перекрывать полностью уплотнительные поверхности и не должна выступать в проточную часть трубопровода. Для вырезки и вырубки прокладок используют сверлильные станки, прессы и различного рода приспособления (рис. 5). Похожие статьи: Навигация: Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Информационный сайт о строительных материалах и технологиях. Контакты: Никита Королёв - © 2008-2014 |
© Все права защищены.
Копирование материалов невозможно. |
|