|
|
Навигация:
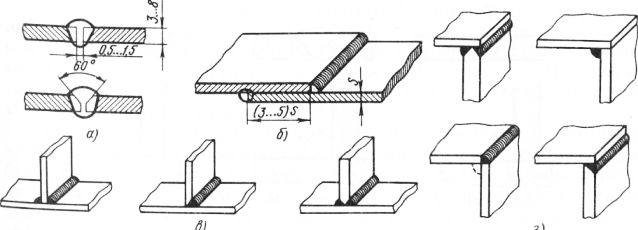
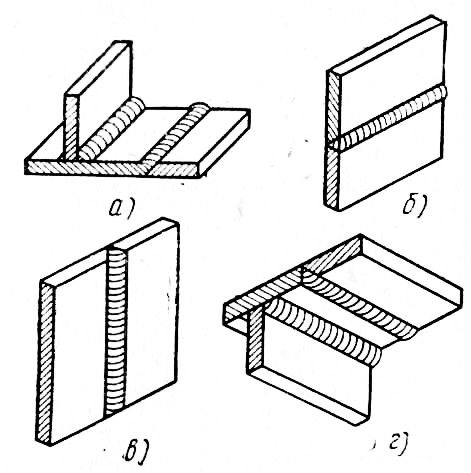
Участок сварного соединения, образовавшийся в процессе сварки из расплавленного, а затем затвердевшего металла, называется сварным швом. При монтаже систем вентиляции применяют следующие виды сварных соединений: стыковые, нахлесточные, тавровые, угловые. Стыковое соединение служит для сварки деталей из листовой стали толщиной от 3 до 20 мм и более. Стыковое соединение прочно, дает наименьший расход основного и наплавленного металла, требует на сварку немного времени. Однако для него необходима тщательная подготовка кромок листов и точная пригонка свариваемых кромок. Электродами с тонким покрытием можно сваривать листовую сталь толщиной до 3 мм. В этом случае листы готовят без скоса кромок и делают одностороннюю сварку. При стыковом соединении зазор между листами должен быть постоянным по всей длине, т. е. кромки должны быть параллельны, что имеет большое значение для качества сварки. Нахлесточное соединение, наиболее распространенное, применяют при сварке конструкций и деталей из тонколистовой стали. При такой сварке кромку специально не обрабатывают. Швы надо делать с одной и другой стороны соединения, так как в случае сварки с одной стороны в щель между листами с непроваренной стороны может попасть влага, что вызовет коррозию металла.
Рис. 1. Сварные соединения: При иахлесточном соединении отпадает необходимость в точном вырезании элемента детали, однако этот вид соединения требует большого количества и основного, и наплавленного металла. Ширина полос металла, накладываемых одна на другую, должна составлять не менее 3…5 толщин свариваемого металла. Нахлесточное соединение—основной вид шва, выполняемого шовной и точечной контактной сваркой. Тавровое соединение также выполняют дуговой сваркой, при этом кромки могут быть без скоса, с односторонним и двусторонним скосом. Угловые соединения могут быть выполнены в разных вариантах, причем каждый вариант требует соответствующей подготовки кромки.
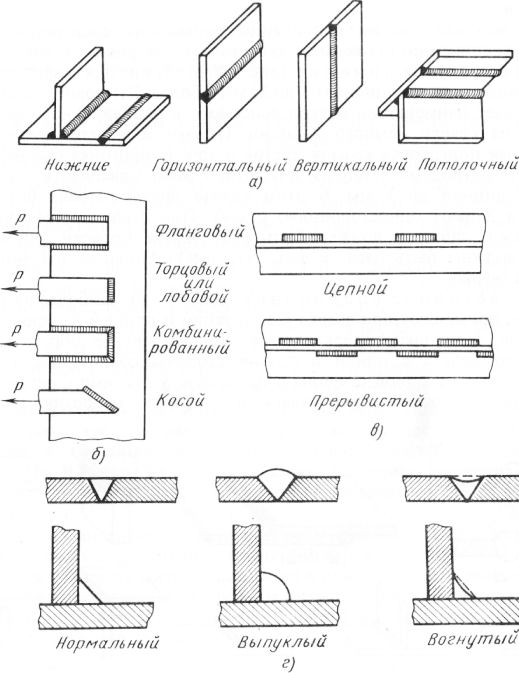
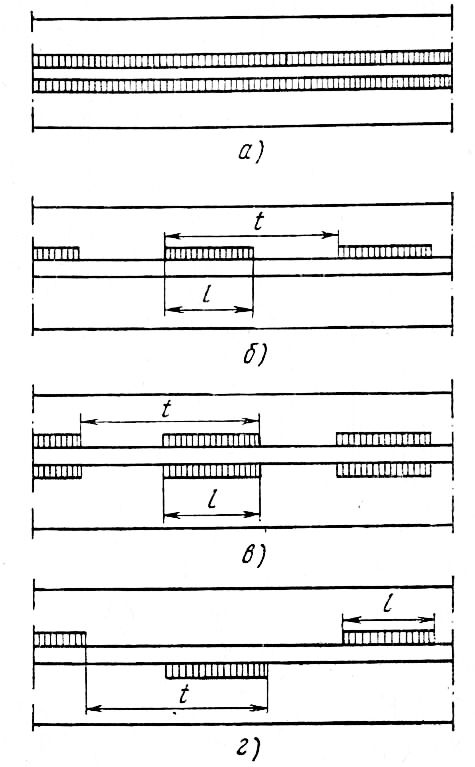
Рис. 2. Классификация швов: В зависимости от положения свариваемых деталей швы бывают нижние, горизонтальные, вертикальные и потолочные. При сварке деталей систем вентиляции надо стремиться так организовать работу, чтобы максимальное количество сварных швов были нижние и лишь в необходимых случаях делать вертикальные и потолочные швы. По направлению усилий, которые будут приложены к сварным швам в период работы сварной детали, швы делятся на фланговые, торцовые, или лобовые, комбинированные и косые. По длине швы бывают непрерывные, прерывистые и прерывистые цепные. Прерывистые швы применяют в том случае, когда прочность шва нужна небольшая и не требуется герметичности соединения. Такой шов стоит дешевле, так как на него идет меньше металла, и его выполняют значительно быстрее. Прерывистый шов выполняют в виде отрезков длиной 50…150 мм, разрыв между которыми в 1,5…2,5 раза больше шва. Расстояние между началом двух соседних швов называют шагом шва. По степени усиления швы разделяют на нормальные, выпуклые и вогнутые. Следует отметить, что большая выпуклость не создает заметного усиления шва. Кроме того, эти швы требуют значительного расхода направленного металла и электроэнергии, а также больших затрат времени на их производство. — При ручной дуговой сварке различают следующие виды сварных соединений: стыковые, внахлестку, тавровые и угловые. В стыковых соединениях части свариваемых изделий соединяют торцами или кромками. Такие соединения являются наиболее распространенными, так как отличаются высокой прочностью и меньше подвержены сварочным напряжениям и деформациям.
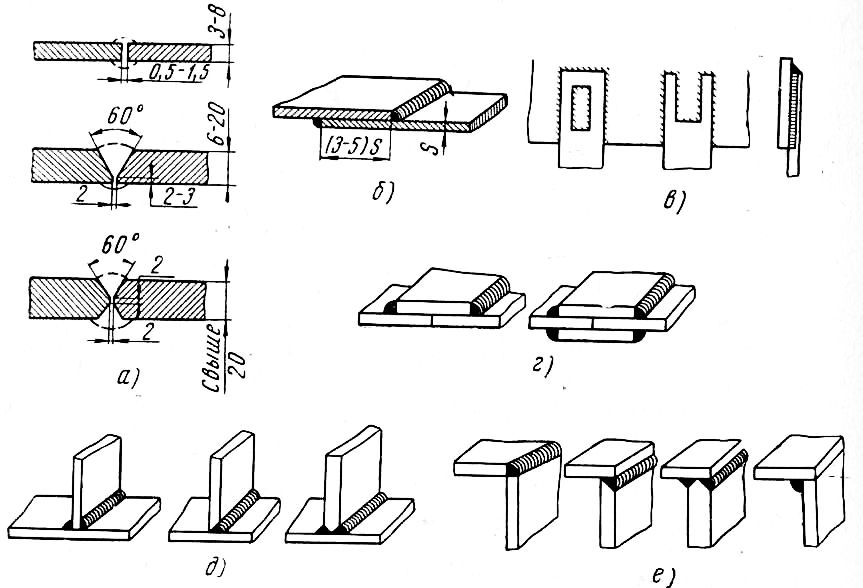
Рис. 1. Сварные соединения Толщина свариваемых элементов, соединяемых в стык, почти не ограничена, но от этого зависит форма обработки кромок свариваемого металла. Соединения внахлестку не требуют специальной обработки кромок под сварку. Швы накладывают с обеих сторон нахлестки; таким способом сваривают элементы толщиной не более 8 мм. Внахлестку соединяют также элементы конструкции, при этом часто применяют прорезные соединения в тех случаях, когда длина кромок соединяемых деталей меньше необходимой по расчету швов и вследствие этого простая нахлестка не может быть осуществлена. Разновидностью соединения в нахлестку является соединение с накладками, показанное на рис. 220, г. Это соединение выполняют с одной или двумя накладками, которые служат как для соединения частей изделия, так и для усиления стыка.
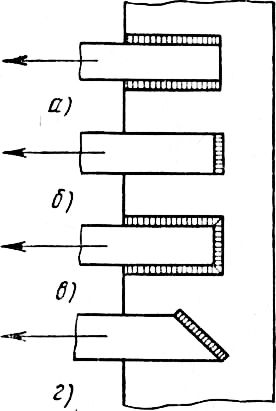
Рис. 2. Виды сварных швов в зависимости от их расположения относительно направления действующих усилий
Рис. 3. Швы различной протяженности: В тавровых соединениях или угловых торец кромки листов можно не скашивать; для получения хорошего шва оставляют зазор между листами в 2—3 мм. В тавровых соединениях угол между свариваемыми деталями обычно равен прямому, но может и отличаться от него. Угловые и тавровые соединения широко распространены во всех конструкциях, так как отличаются простотой исполнения, высокой прочностью и экономичностью. По положению относительно действующего усилия швы разделяются на фланговые, расположенные параллельно действующему усилию, лобовые — перпендикулярно и косые — под углом. По протяженности сварные швы могут быть непрерывны-м и (сплошными) и прерывистыми. Прерывистые швы применяют очень редко и только в неответственных соединениях — в случае приварки настила, ребер жесткости и пр.
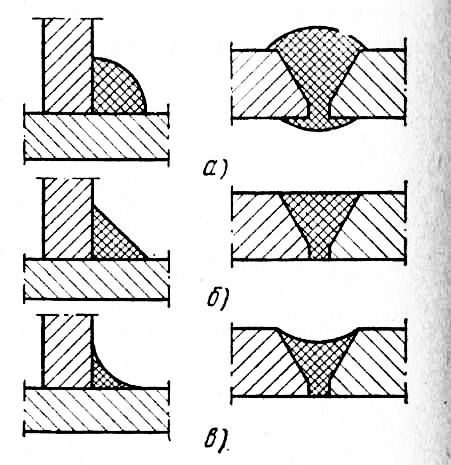
Рис. 4. Сварные швы:
Рис. 5. Виды швов по положению их в пространстве: По положению в пространстве швы разделяют на нижние, вертикальные, горизонтальные и потолочные. По внешней форме сварные швы бывают выпуклыми, нормальными изогнутыми. Выпуклыми, или усиленными, называют швы, у которых действительная толщина больше расчетной. Обычно при ручной сварке делают высоту выпуклости (усиления) до 0,2 высоты сечения шва. Нормальными называют швы, не имеющие усиления, например швы в форме равнобедренного треугольника. Вогнутые, или ослабленные, швы при обычной сварке не допускаются. Качественными вогнутые швы могут считаться только в том случае, если они делаются с глубоким проплавлением основного металла свариваемых деталей. Рабочая толщина шва при сварке в стык принимается равной толщине более тонкого стыкуемого элемента, при этом с обеих сторон должны иметься усиления в виде наплывов плавного очертания высотой не менее 1 мм при толщине свариваемого металла от 4 до 20 мм и не менее 2 мм при большей толщине свариваемого металла. Толщина углового (валикового) шва, накладываемого в прямой угол, образованный соединяемыми элементами, измеряется по биссектрисе угла и принимается равной 0,7 меньшего катета. При этом высота валикового шва должна превышать на 1—2 мм расчетную (проектную) или быть равной ей. Минусовой допуск здесь не предусматривается нормами. Похожие статьи: Навигация: Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Информационный сайт о строительных материалах и технологиях. Контакты: Никита Королёв - © 2008-2014 |
© Все права защищены.
Копирование материалов невозможно. |
|