|
|
Навигация:
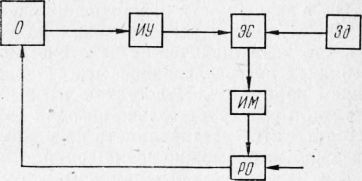
В процессе производства в силу различных причин значение параметров технологического процесса может изменяться, отклоняясь от нормального режима. Нарушенный режим должен быть восстановлен и поддерживаться у заданного значения путем воздействия на технологический процесс через органы управления. Для высвобождения человека от непосредственного участия в производственном процессе предусматривают различные устройства, совокупность которых составляет систему автоматики. Системы автоматики состоят из отдельных элементов. Для уяснения принципа действие различных элементов, входящих в систему автоматики, пользуются способами их графического изображения при помощи так называемых структурных схем. Эти схемы дают только общее представление о структуре, составе и взаимодействии элементов автоматической системы. Элементы структурной схемы изображают в виде прямоугольников, а взаимодействие между элементами показывают стрелками. Структурные схемы абстрагируются от конструкции отдельных элементов устройства. На основании структурных схем составляют функциональные и принципиальные схемы автоматизации. На функциональных схемах показывают оснащение объекта автоматизации средствами контроля и автоматического регулирования. Принципиальные схемы определяют состав аппаратуры, входящей в узел автоматизации. Принципиальная схема дает представление о работе того или иного узла автоматизации. В зависимости от расположения автоматических устройств, входящих в систему автоматизации, различают системы местные, дистанционные и телемеханические. Местные системы автоматики расположены непосредственно у технологической установки, а дистанционные системы размещают на сравнительно небольших расстояниях. Телемеханические системы позволяют управлять автоматическими устройствами на большом расстоянии. Параметры технологического процесса на заданных значениях поддерживает система автоматического регулирования (САР). Для того чтобы эффективно управлять технологическим процессом, необходим постоянный его контроль. Эту задачу решает система автоматического контроля (САК). Система автоматического регулирования, поддерживающая регулируемую величину на заданном уровне, называется стабилизирующей. САР может изменять эту величину по заданному закону. Когда функция времени задана, такая система является программной. Если переменная величина, по изменению которой следует изменять другую, заранее неизвестна, такую систему называют следящей. Промышленную установку, в которой регулируется технологический процесс, называют объектом регулирования (автоматизации). Параметр технологического процесса, который поддерживается постоянным или закономерно изменяющимся, называют регулируемой величиной. Система автоматического регулирования состоит из объекта регулирования О, измерительного устройства ИУ, элемента сравнения ЭС, исполнительного механизма ИМ, регулирующего органа РО, а также задающего устройства 3d. Автоматизация технологических процессов, как правило, увеличивает экономическую эффективность производства. Лишь в тех случаях, когда автоматизацию используют для обеспечения безопасности труда (устранением непосредственного контакта обслуживающего персонала с вредными веществами или путем вывода рабочих из опасной зоны), ее экономическая эффективность не имеет решающего значения. Экономическая эффективность системы автоматизации при заданной производительности процесса зависит от ее стоимости и уменьшения себестоимости выпускаемой продукции. Как показали исследования, затраты на систему автоматизации резко возрастают при увеличении ее сложности. Поэтому первый вопрос, на который должен ответить экономический анализ, — какой оптимальный уровень автоматизации целесообразен для данного производства? Основные принципы, которые используют для построения систем автоматизации, рассмотрены ниже. Принцип регулирования по отклонению регулируемого параметра.состоит в том, что регулятор в процессе регулирования оказывает воздействие на объект только в том случае, если регулируемая величина отклоняется от заданного значения. При таком принципе регулирования (по отклонению) для формирования регулирующих воздействий требуется рассогласование между заданным значением и фактическим состоянием технологического параметра. Это является недостатком данного принципа, поскольку именно рассогласование необходимо устранять регулятором. Вместе с тем данный принцип получил широкое распространение, потому что регулирующее воздействие осуществляется независимо от числа и вида возмущающих воздействий. Одним регулирующим воздействием часто удается провести компенсацию нескольких возмущений.
Рис. 1. Структурная схема автоматического регулирования САР: Принципом регулирования по возмущению иногда называют регулирование по нагрузке, так как при таком регулировании (например, постоянного давления пара в паровом котле) регулирующее воздействие на подачу топлива будет проявляться в зависимости от изменения расхода пара (нагрузка котла). Преимущество регулирования по возмущению заключается в там, что возмущающее воздействие можно устранить до того, как возникнет рассогласование между заданным и фактическим значением параметра. Недостаток этого принципа состоит в том, что регулятор реагирует только на один вид возмущения, в результате чего требуется устанавливать на одном объекте столько регуляторов, сколько возможно возмущений. Как известно, любые приборы, в том числе и регуляторы, имеют погрешности, которые увеличивают величину рассогласования, которое в конце концов может превысить допустимые пределы. Поскольку для регулирования с использованием этого принципа требуются идеально точные регуляторы, что практически невыполнимо, в практических схемах этот принцип в чистом виде неприемлем. Комбинированные системы автоматического регулирования включают в себя положительные свойства как первого, так и второго принципа. В таких системах регулирующее воздействие осуществляется и по отклонению и по возмущению, что обеспечивает более точное регулирование технологического процесса. Похожие статьи: Навигация: Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Информационный сайт о строительных материалах и технологиях. Контакты: Никита Королёв - © 2008-2014 |
© Все права защищены.
Копирование материалов невозможно. |
|