|
|
Навигация:
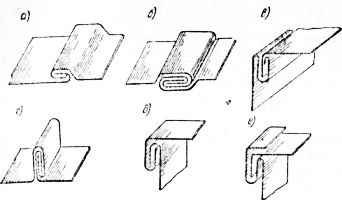
Фальцем или замком называют отогнутые различными способами и соединенные между собой кромки двух листов. До недавнего времени при ручном изготовлении воздуховодов фальцевые швы были единственным видом соединения металлических листов. Наряду с преимуществами (простота соединения, достаточная прочность) фальцевые соединения имеют ряд недостатков: значительный расход металла на образование фальца, проникновение в них влаги, недостаточная коррозионная стойкость и др. Этих недостатков не имеют сварные соединения, получившие широкое распространение. В зависимости от конструкции шва наиболее распространенными фальцевыми соединениями являются одинарные лежачие, двойные лежачие, угловые с защелочным фальцем, двойные стоячие, одинарные угловые и комбинированные угловые. Большинство фальцевых соединений можно изготовить вручную, однако их выполняют на специальных механизмах. В зависимости от расположения фальцевые швы бывают продольными, расположенными вдоль воздуховода, и поперечными, расположенными перпендикулярно продольной оси воздуховода. При изготовлении воздуховодов чаще выполняют продольные соединения в виде одинарного лежачего фальца и угловые соединения с защелочным фальцем. Для поперечных соединений применяют одинарный стоячий или лежачий фальц. Эти соединения при нормальном исполнении отвечают основному требованию — обеспечивают высокую плотность, не допускающую подсосы и утечки воздуха в вентиляционных системах.
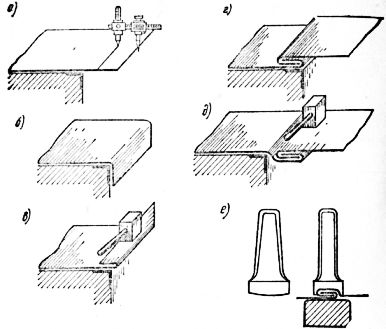
Рис. 1. Виды фальцевых соединений В зависимости от толщины металла и конструкции фальцевые швы имеют различную ширину. Так, продольные одинарные швы при толщине металла 0,5 мм имеют ширину 8 мм, при толщине 0,6 мм— 10 мм и при толщине 1 мм — 12 мм. Изготовление фальцевых швов вручную — трудоемкая и малопроизводительная работа, поэтому оно применяется очень редко, главным образом при ремонте, замене отдельных поврежденных участков воздуховодов и т. п. Ввиду этого подробное описание ручного изготовления типовых фальцевых соединений в настоящей книге не приводится. В качестве примера рассмотрим изготовление одинарных продольных и поперечных фальцев вручную. Лежачий одинарный продольный фальц изготовляют на верстаке. Начинают с того, что на листе чертилкой прочерчивают линию отгиба борта. Линия должна совпадать с плоскостью уголка, врезанного в верстак. Для совмещения линии отгиба с краем верстака ударами кровельного молотка отгибают концы лелощего на верстаке листа металла, после чего ударами киянки отгибают весь борт листа вдоль уголка на 90°. Затем лист металла переворачивают на верстаке и загибают борт так, чтобы он лег параллельно листу металла. Такие же операции Делают на другом листе. Кромки листов соединяют вместе и осаживают их киянкой с образованием подсечек. Последовательность выполнения этих операций показана на рис. 2.
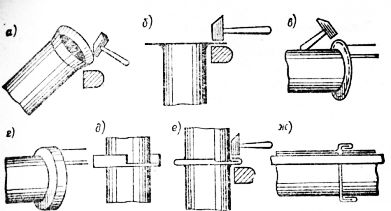
Рис. 2. Заготовка одинарного лежачего фальца При изготовлении вручную одинарного поперечного фальца на внешнюю сторону первой соединяемой детали наносят риску для первого отгиба.
Рис. 3. Изготовление вручную одинарного поперечного фальца Деталь располагают на бруске и совмещают нанесенную риску с ребром бруска. Узким концом слесарного молотка, легко постукивая, при равномерном вращении детали вокруг оси отгибают кромку, образуя * воронку, до тех пор, пока борт не будет отогнут на 90° по отношению к поверхности верстака. Отогнутый борт выравнивают широким концом молотка. Необходимым условием является образование воронки до полного отгиба во избежание разрыва кромки металла, который может произойти, если борт отгибать сразу без постепенной выдержки. Затем на отбортованную часть наносят отметку перегиба. На торце бруска широким концом молотка, поворачивая трубу, отгибают кромку под углом 90°. Отбортовку второго перегиба выполняют равномерно, нанося удары молотком при одновременном вращении детали. Необходимо следить, чтобы грань бруска все время находилась на отметке второго перегиба. Если нужно получить поперечный лежачий фальц, то стоячий фальц заваливают на бруске киянкой так, чтобы край патрубка оказался отогнутым на 180°.
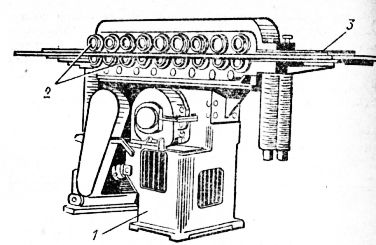
Рис. 4. Механизм для образования защелочного фальца СТД-16А Изготовление продольных и поперечных фальцев — процесс трудоемкий, поэтому для их образования используют различные станки и механизмы. Заготовки фальцевых соединений делают с помощью фальцепрокатного универсального механизма СТД-16А, предназначенного для прокатки углового защелочного соединения, не требующего осадки, необходимой при изготовлении прямоугольных воздуховодов. Этот механизм состоит из станины с закрепленными на ней неподвижным нижним и подвижным верхним роликами, насаженными на валы, на которых расположены сменные профилирующие ролики. Заготовка фальцев получается в результате прокатывания между роликами металлического листа толщиной 0,5—1 мм. Масса механизма 900 кг. Заменив ролики, на этом механизме можно прокатывать заготовки углового и лежачего фальцев, а также соединительной рейки при изготовлении круглых и прямоугольных воздуховодов. Похожие статьи: Навигация: Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Информационный сайт о строительных материалах и технологиях. Контакты: Никита Королёв - © 2008-2014 |
© Все права защищены.
Копирование материалов невозможно. |
|