|
|
Навигация:
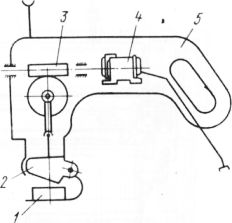
Разметка металла. Прежде чем изготовить какую-либо деталь (или элемент), необходимо хорошо разобраться в чертеже и затем правильно перенести ее контуры на заготовку. Операция перенесения контуров детали с чертежа на листовую сталь называется разметкой. Разметка будущей детали на плоскости называется плоскостной. Размечают металл на разметочных столах. Способы разметки, инструменты и приспособления выбирают в зависимости от характера дальнейшей обработки детали, ее габаритов, требуемой точности и др. Так, прямолинейную разметку листовой стали выполняют, отбивая натянутой ниткой меловую линию или нанося риски стальной чертилкой. Если контур детали состоит из ряда прямых и кривых линий, то такой контур наносят чертилкой. Круглые детали или части контуров, представляющие дуги, вычерчивают циркулем. Кривые или лекальные контуры выполняют чертилкой по лекалам или пружин-юму лекалу, установленному по чертежу. Размеры отмечают стальными линейками. Прямые углы откладывают по разметочному угольнику, острые и тупые — по транспортиру или угломеру. Параллельные линии размечают с помощью линейки и угольника или малки. Центры отверстий под сверление, при вырезке отверстий под крепежные болты на опорах и рамах, а также центры окружностей наносят кернером. Острие кернера устанавливают в точку пересечения рисок, являющуюся центром окружности. Когда нужно разрезать крупные листы на более мелкие части для их последующей разметки на детали, линии разреза наносят мелом. Детали из алюминия и алюминиевых сплавов размечают латунной чертилкой или карандашом, так как след от кернера или стальной чертилки может оказаться слишком глубоким и повлиять на прочность детали. Детали из цветных сплавов размечают на деревянных столах. При изготовлении большого количества деталей одинаковых контуров используют разметочные шаблоны, применение которых значительно повышает производительность труда и увеличивает точность разметки. Размечаемую поверхность металла соответствующим образом обрабатывают: при этом она должна быть ровной, без вмятин и выбоин, очищена от грязи и окалины. Разметку начинают с определения общих контуров детали, основных осевых линий и центров. Затем наносят основные прямые линии и после всего — окружности и дуги. Размеча‘я металл, оставляют соответствующие припуски на обработку. Резание металла. При изготовлении стальных воздуховодов, фасонных частей, деталей систем промышленной вентиляции много работ связано с резанием листовой и фасонной стали, которое выполняют следующим ручным инструментом. Ручными ножницами режут кровельную и тонколистовую сталь толщиной до 0,7 мм, листы меди и латуни толщиной до 1,5 мм, листы дюралюминия толщиной до 1 мм. Ручные ножницы, как правило, применяют в построечных условиях и при ремонтных работах. Рычажными ножницами, которые закрепляют на легких стальных опорах, режут листовой металл толщиной до 2,5 мм. Переносными ножницами перерезают стальные и дюралюминиевые уголки размером до 30X30X3 мм. Существуют различные конструкции таких ножниц. Чтобы удобнее было работать, переносные ножницы нужно закрепить в тисках. При наличии места их можно укрепить на полу. Стуловые, или напольные, ножницы используют для резания листовой стали толщиной от 0,6 до 3 мм. Ручной ножовкой перерезают вручную в тисках полосовую, круглую, угловую сталь. Ручной инструмент применяют в основном при изготовлении фасонных частей. Резание листовой стали-весьма трудоемкая операция, составляющая значительный объем работ. Поэтому механизации этих работ уделяется особое внимание. Ручными маховыми ножницами РМН 1,5X1000 режут тонколистовой металл в мастерских. При резании лист металла прижимается с помощью ножной педали. Пружина ножа удерживает его в крайнем верхнем положении. Наибольшая толщина разрезаемых этими ножницами листов из низкоуглеродистой стали —1,5 мм, из алюминиевых сплавов —2,5 мм; наибольшая ширина разрезаемых листов — 1000 мм. Электровиброножницы ИЭ-5405, применяемые для резания стали толщиной до 2,5 мм, широко используют на заготовительных предприятиях. Число двойных ходов 1140 в минуту. Ножницы включают в электросеть с помощью гибкого провода в резиновом шланге. Выключатель расположен на рукоятке ножниц. В настоящее время созданы высокопроизводительные станки для резания листовой стали, отвечающие современной технологии заготовительного производства. Эти станки, как правило, малогабаритные, позволяют выполнить все основные операции технологического цикла, просты в эксплуатации, безопасны для рабочего. Для прямолинейной резки тонколистового металла на монтажных заводах и в заготовительных мастерских применяют различного типа гильотинные ножницы. Механизмом СТД-9А можно перерезать почти весь сортамент тонколистовой стали толщиной от 0,5 до 5 мм, шириной 2500 мм. Верхний нож механизма может нарезать полосы, ширина которых определяется положением заднего упора. Габаритные размеры, мм: длина 3300, ширина 2180, высота 1940; масса 5070 мг. На столе ножниц смонтированы нижние ножи. На ножевой подвижной балке, которая во время работы перемещается вверх и вниз по направляющим пазам, закреплены верхние ножи. Впереди ножевой балки расположен прижим, который движется вместе с ножевой балкой, несколько опережая ее. Это обеспечивает зажим перерезаемого листа до того момента, когда к нему подойдет режущий нож. Задний упор ножниц, который фиксирует положение листа на столе, обеспечивает нужное положение листа и обрез по линии разметки. Ножницы могут работать как одиночными резами, так и в автоматическом режиме. При работе в автоматическом режиме подача листа под ножи фиксируется положением заднего упора. На ножницах установлен электродвигатель мощностью 6,4 кВт, с частотой вращения 980 об/мин.
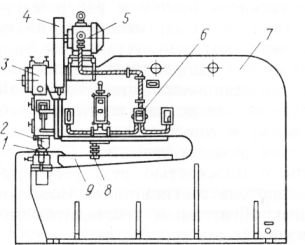
Рис. 1. Схема электровибронож-ниц ИЭ-5405:
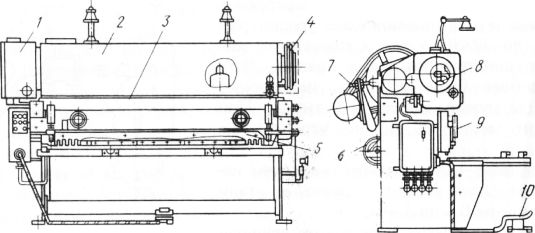
Рис. 2. Гильотинные ножницы СТД-9А: Порядок работы на ножницах следующий. Рабочий кладет лист разрезаемого металла на стол, заводит отрезаемую часть листа между ножами, совмещает линию реза с кромкой нижних ножей и нажимает на кнопку или педаль. Благодаря защитному устройству—ограждению, которое исключает попадание под ножи или прижим рук рабочего или посторонних предметов, работа на ножницах безопасна. Качество реза на гильотинных ножницах и производительность механизма зависят от его исправности и правильности наладки. Необходимо правильно устанавливать зазор между ножами, который должен быть не одинаковым для металла различной толщины. Например, для резания металла толщиной до 2,5 мм зазор равен 0,1 мм, толщиной до 4 мм —0,16 мм, толщиной до 0,5 мм — 0,23 мм. В современных заготовительных мастерских, когда резание тонколистового металла различной толщины составляет большой объем работы, целесообразно иметь несколько гильотинных ножниц, настроенных на резание металла определенной толщины. На механизме ВМС-103, по конструкции аналогичном ножницам СТД-9А, можно выполнять те же операции. На механизме ВМС-103 можно резать листы шириной только до 2000 мм при толщине их 6,3 мм.
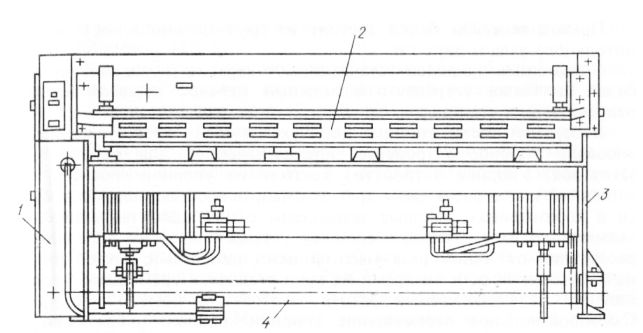
Рис. 3. Механизм СТД-522: Пневматический механизм СТД-522 применяют для резки низкоуглеродистой листовой стали толщиной до 2,5 мм при максимальной длине резки 2500 мм. На сварной станине установлены левая и правая стойки, верхние передние части которых служат направляющими ножевой балки. Направляющие, опорная поверхность которых изготовлена из текстолитовых планок, наклонены к вертикали под углом 1°30’, что способствует лучшему качеству реза. Положение стола коробчатого сечения относительно стоек, к которым он крепится болтами, можно регулировать соответствующими винтами. Сверху на столе закреплены три чугунных кронштейна, на которые укладывают разрезаемый лист. Ножевая балка представляет собой сварную конструкцию, состоящую из вертикального и горизонтального листов и ребер жесткости, соединяющих их. В уступе нижней части вертикального листа ножевой балки крепится составной нож, который установлен под углом 1°20’ к плоскости, перпендикулярной направлению движения ножевой балки. К двум пружинам, находящимся в низу ножевой балки, крепятся тяги привода. В четырех отверстиях вертикального листа балки установлены электролампы, которые освещают место реза и служат «световой линейкой» для реза по разметке. Совпадение нитей накаливания электролампы с плоскостью реза регулируют гайками, расположенными сзади корпусов светильников. Ножевая балка перемещается по направляющим, образуемым текстолитовыми накладками боковых стоек станины и чугунными крышками. Чтобы облегчить доступ к ножам при их замене предусмотрено специальное устройство, позволяющее приподнимать прижимную балку относительно ножевой. Спереди прижимной балки устроено защитное ограждение, предотвращающее попадание рук рабочего в зону резания. Привод ножевой балки состоит из двух пневмоцилиндров, уравнительного вала и двух тяг. С помощью талрепов устанавливают верхнее положение ножевой балки, а также устраняют возможный перекос ножевой балки в направляющих станины. В верхней части станины на двух чугунных кронштейнах смонтировано упорное устройство, предназначенное, для мерной резки заготовок. Упорное устройство состоит из упорной линейки, подвешенной шарнирно к двум круглым направляющим, перемещающимся в кронштейнах, которые закреплены с помощью тангенциальных зажимов на валу. Упорную линейку устанавливают на определенное расстояние от линии реза масштабными линейками, закрепленными на направляющих, и визирами на кронштейнах. Перемещают упорную линейку на необходимый размер заготовки с помощью штурвала. Самопроизвольное перемещение упорной линейки предотвращается зажимами. Зазор между рычагом и горизонтальным листом ножевой балки регулируют таким образом, чтобы обрезаемый лист зажимался прежде, чем начнет опускаться упорная линейка. При необходимости отрезки длинных листов (более 500 мм) упорную линейку выводят в крайнее заднее положение и, поворачивая ее вокруг шарниров, кладут сверху на направляющие. Работа на механизме производится одиночными резами в полуавтоматическом режиме. Высечной механизм ВМС-106 предназначен для прямой и фасонной резки листового металла толщиной до 4 мм по наружному и внутреннему контуру. Число двойных ходов верхнего ножа составляет 850 и 1200 в минуту. Наибольший ход верхнего ножа 8 мм. Вылет хобота сварной станины равен 1250 мм. На механизме установлен электродвигатель мощностью 2,2 кВт, частотой вращения 1450 об/мин. Габаритные размеры, мм: длина 2280, ширина 1100, высота 1900; масса 1370 кг.
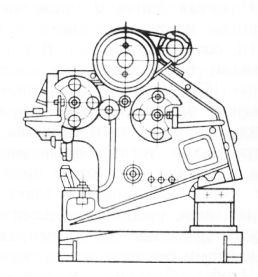
Рис. 4. Механизм СТД-86
Рис. 5. Высечной механизм ВМС-106: Механизм работает следующим образом. По таблице настройки в зависимости от толщины листовой заготовки устанавливают число двойных ходов верхнего ножа, ход верхнего ножа и зазор между верхним и нижним ножами. Затем включают электродвигатель, а перерезаемую деталь подают между ножами. При работе механизма с центровочным приспособлением листовая заготовка закрепляется между приспособлением и опорой и в процессе резки постепенно поворачивается вокруг него. Механизм ПН-1 используют для резки фасонного стального проката, листовой стали толщиной до 10 мм, полосовой размером до 30 X 15 мм, угловой размером до 75 X 75 X 9 мм, круглой диаметром до 30 мм, швеллерной до N° 12, а также для пробивки отверстий и треугольной высечки. Мощность электродвигателя 4 кВт, частота вращения 950 об/мин. Механизм СТД-86 (рис. 56) предназначен для перерубки прокатной стали и пробивки в ней отверстий под болты при изготовлении фланцев для воздуховодов. На механизме можно пробивать отверстия в стали: угловой размером до 50X50X5 мм и полосовой размером 25X4 мм. Максимальный размер пробиваемого отверстия 16X11 мм. Механизм оснащен электродвигателем мощностью 2,2 кВт, частотой вращения 1500 об/мин. Электрические шлифмашинки Ш-178 и Ш-230 с армированными шлифовальными дисками, созданные на базе электрических сверлильных машин для резания воздуховодов, листовой и профильной стали при производстве монтажных работ на площадке. Правила техники безопасности. Работая на станках и механизмах для резки сортовой и листовой стали, рабочий должен соблюдать основные правила техники безопасности. При работе на гильотинных ножницах до начала резки металла рабочий должен проверить надежность и наличие ограждений и предохранительных устройств. Работать при снятых или неисправных, плохо закрепленных ограждениях или предохранительных устройствах категорически запрещается. Перед началом работы необходимо проверить затяжку направляющих траверсы с верхними ножами. Проверить наличие специальных поддерживающих устройств, которые не позволили бы провисать листу при перерезании его на станке. Освещение станка должно быть таким, чтобы обеспечивалась хорошая видимость работы ножей и процесса резания металла. Во время работы рабочий должен находиться только со стороны подачи листа к ножам. Запрещается во время работы механизма подбирать отрезанные части листа. Электродвигатель механизма можно выключать при неподвижном положении ножевой балки. Режимный переключатель должен быть установлен в положение «одиночный ход». Регулируют и меняют ножи только при полном отключении механизм от электрической сети. Перемещают упор при отключенном механизме. Если у механизма затуплены или выкрошены ножи, то перерез листа окажется мятый или рваный. Такими ножами работать нельзя. Необходимо своевременно и правильно затачивать ножи. При работе на роликовых, вибрационных ножницах и с другим электроинструментом перед началом работы следует убедиться в исправности заземляющих устройств, защитных ограждений и подвижных вибрирующих элементов. Работать надо в рукавицах и предохранительных очках. Похожие статьи: Навигация: Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Информационный сайт о строительных материалах и технологиях. Контакты: Никита Королёв - © 2008-2014 |
© Все права защищены.
Копирование материалов невозможно. |
|