|
|
Навигация:
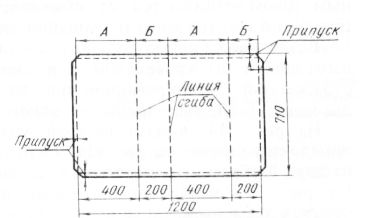
Прямоугольные воздуховоды проектируют и изготовляют в соответствии с действующими нормалями. В исключительных случаях, когда необходимо отступить от нормали по конструктивным и архитектурным требованиям, допустимо, чтобы сечение воздуховода не соответствовало нормали, но и эти воздуховоды должны иметь размер сторон, кратный 100 мм. Соотношение размеров сторон должно быть, как правило, 1: 2, но не больше чем 1: 5. Воздуховоды, работающие в особых условиях (повышенная влажность, ядовитые газы и др.), изготовляют из материала, который указан в проекте. Если для таких воздуховодов проектом предусмотрен размер одной из сторон воздуховода более 2000 мм, толщину и массу используемого металла также указывают в проекте. Прямоугольные воздуховоды соединяют такими же фальцевыми швами, как и круглые. Ширина фальцевого шва зависит лишь от толщины стального листа. Воздуховоды могут быть выполнены с одним или несколькими фальцевыми швами, что зависит от периметра воздуховода, т. е. суммы длин сторон. Если сумма длин всех сторон 2(А + Б) плюс припуск на фальцы меньше 710 мм, то достаточно одного продольного фальцевого шва, чтобы изготовить воздуховод длиной до 1420 мм. С одним фальцем можно сделать и воздуховод, периметр которого плюс припуск на фальц не превышает 1420 мм. Однако длина такого звена равна 710 мм. Так, если учесть, что припуск на фальц составляет 21 мм, воздуховоды длиной 1420 мм с одним фальцевым швом можно изготовить размерами 150X100, 200X100 и 150X 150 мм. Например, развертка воздуховода размером 150X100 будет равна 2(150 100) 21 = 521 мм. Развертка воздуховода размером 150X 150 равна 2(150 150) 21 = = 621 мм. Таким же расчетом определяют, что с одним фальцевым швом можно изготовить из стандартного листа воздуховода длиной 710 мм с размерами сторон 200X150, 200X200, 250X200, 400X200, 250X250, 400 X 250 мм. В том случае, если полупериметр, или сумма двух разных сторон А + Б, плюс припуск на фальц меньше 710 мм, можно изготовить воздуховод длиной 1420 мм с двумя продольными соединениями. Если же сумма двух сторон плюс припуск на фальц меньше 1420 мм, тогда такое же звено должно иметь длину 710 мм. Четыре продольных фальцевых шва на воздуховоде длиной 1420 мм выполняют в том случае, когда сумма двух сторон плюс припуск больше 1420 мм (при длине воздуховода 710 мм). Припуск определяется шириной фальца, которая, в свою очередь, зависит от толщины металла. Размеры элементов фальца для прямоугольных воздуховодов такие же, как и для круглых. Продольные замыкающие фальцы делают на углах. На середине стороны их выполнять нельзя, так как это снижает жесткость воздуховода. Два продольных замыкающих фальца располагают по диагонали.
Рис. 1. Прямоугольные воздуховоды с продольными замыкающими фальцами На раскрое стального листа необходимо показать припуски для продольных и поперечных фальцев и линии его сгиба. Звено прямоугольного воздуховода, указанное в нормали, длиной до 2800 мм, периметром до 600 мм или стандартное периметром до 680 мм выполняют из картины, предварительно составленной из двух листов, которые соединены по короткой стороне. В таких воздуховодах делают один замыкающий фальц. Звенья стандартных воздуховодов с периметром до 1200 мм или нестандартных с периметром до 1360 мм могут быть изготовлены с одним угловым фальцем. Чтобы получить звено длиной 2800 мм, необходимо подготовить картину из четырех стандартных листов, соединенных по длинной стороне. Звено воздуховода можно изготовить из двух картин, соединив их по длинной стороне. Но в этом случае каждая из них должна состоять из двух листов, соединенных по короткой стороне. Так же собирают картины и для воздуховодов с большим периметром. На звеньях со стороной А от 400 до 600 мм для усиления жесткости делают диагональные перегибы (насечки), которые выполняют киянкой на ребре бруска. При размере же стороны А более 600 мм на середине звена устанавливают рамки жесткости из полосовой стали размером 25 X 4 мм. При большей стороне воздуховода (от 800 до 1000 мм) рамки жесткости делают из угловой стали размером 25 X 25 X 4 мм, а если размер стороны превышает 1000 мм, то из угловой стали размером 30X30X5 мм. На звеньях стандартных воздуховодов со сторонами более 1500 мм кроме рамок жесткости из угловой стали размером 32X32X4 мм устанавливают такой же уголок по диагонали, что обеспечивает жесткость и в продольном направлении. Рамки жесткости как из полосовой, так и из угловой стали прикрепляют к воздуховодам снаружи заклепками диаметром 4…5 мм через каждые 200…250 мм. В любом случае заклепок должно быть не меньше четырех. Прямые участки воздуховодов прямоугольного сечения изготовляют как вручную, так и механизированным способом.
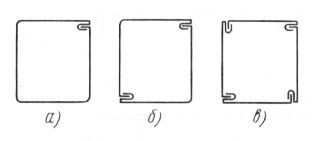
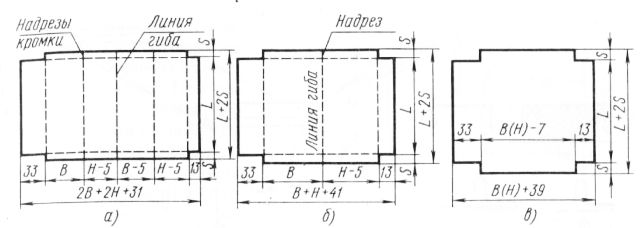
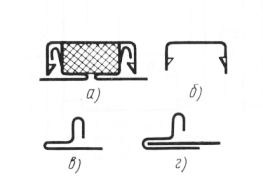
Рис. 2. Заготовка звена стального прямоугольного воздуховода Вручную воздуховоды прямоугольного сечения делают в том же порядке, что и круглые. Подготовленные листы с помощью линеек, угольников и другого инструмента размечают, а затем по разметке раскраивают. На раскроенных листах заготовляют поперечные фальцы и собирают картины. После этого выполняют продольные фальцы. По намеченным линиям сгиба картину вручную перегибают на укрепленном швеллере или бруске. Затем киянкой уплотняют замыкающие фальцы: сначала у краев звена, а затем равномерно по всей длине. Хорошее качество шва получится в том случае, если в момент уплотнения шва кромки будут плотно прилегать одна к другой. Стальные воздуховоды прямоугольного сечения сваривают так же, как и круглые. Лйсты толщиной 1 мм и более чаще всего сваривают встык. В этом случае при раскрое никаких припусков на соединение не делают, ширина картины равна ширине развертки или периметру воздуховода 2(А + Б). Если же воздуховоды сваривают точечными или шовными автоматическими машинами, то соответствующие припуски на соединения обязательны. При механизированном способе прямоугольные воздуховоды периметром до 680 мм (или по нормали до 600 мм) изготовляют с одним замыкающим фальцем, а периметром до 1360 мм (по нормали до 1200 мм)—с двумя, расположенными по диагонали. Воздуховоды с большим периметром делают с четырьмя замыкающими фальцами. При этом способе металл сначала размечают: наносят грани воздуховода, линии угловых фальцев и отбортовок. Размеченный металл режут на приводных механизмах, затем выполняют поперечные и продольные лежачие фальцы, на кромкогибочном механизме картину изгибают по граням и отгибают борта замыкающих фальцев, после чего фальцы соединяют и уплотняют. Кроме фальцевых соединений звеньев воздуховода применяют защелочные швы. Прямые звенья металлических воздуховодов с защелоч-ным швом отличаются от обыкновенных фальцевых воздуховодов простотой изготовления и транспортабельностью. Воздуховоды прямоугольного сечения с защелочным швом изготовляют из кровельной или оцинкованной, тонколистовой или отожженной, декапированной или рулонной стали. Такие воздуховоды могут быть выполнены из одного, двух или четырех элементов. На рис. 4 показан раскрой заготовок звеньев воздуховодов с защелочным швом: на рис. 4, а —из одного элемента, на рис. 4, б — из двух Г-образных элементов, а на рис. 4, в —из четырех элементов. На рис. 5 изображены готовые детали воздуховода из двух и четырех элементов. Размеры воздуховодов с защелочным швом определяются рабочими или монтажными чертежами, измерениями, эскизами. Поперечные сечения должны соответствовать нормали ВСН 353-75.
Рис. 3. Прямоугольные воздуховоды с защелочным швом:
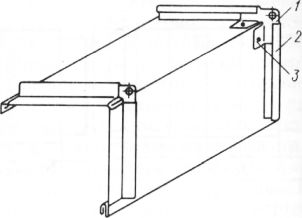
Рис. 4. Раскрой заготовок звеньев воздуховодов с защелочным швом из одного (а), двух (б) « четырех (в) элементов: Защелочный продольный угловой шов выполняют путем соединения двух отфальцованных кромок, одна из которых называется длинным фальцем соединения, другая — коротким фальцем. Короткий фальц имеет насечки, которые и замыкают шов в собранном виде. Воздуховоды с защелочным швом изготовляют на механизме СТД-16А. Соединение отдельных звеньев в воздуховоды может производиться как на фланцах, так и путем бесфланцевого соединения на Il-образных шинах. Бесфланцевое соединение образуется в результате насаживания П-образной шины на специальные профили, прокатанные на кромках стыкуемых воздуховодов профилирующими роликами, или на рейки. Фальц защелочного шва прокатывают на фальцепрокатных станках. В углах бесфланцевых стыков устанавливают уголки жесткости 1, которые одновременно служат для центрирования звеньев при сборке воздуховодов. Уголок жесткости приваривают к стенке воздуховода точечной сваркой 3. Прямоугольные бесфланцевые воздуховоды позволяют производить монтаж в непосредственной близости от стен перекрытий, полов, колонн и в других труднодоступных местах.
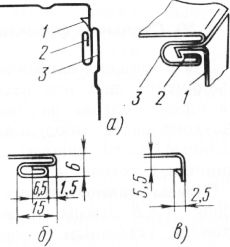
Рис. 5. Детали воздуховода из двух (а) и четырех (б) элементов
Рис. 6. Защелочный продольный угловой шов:
Рис. 7. Бесфланцевое соединение:
Рис. 8. Бесфланцевый стык Г-образной панели: Простота сборки воздуховодов с защелочным швом и высокий уровень механизации заготовки и сборочных операций способствуют значительному снижению трудоемкости монтажных работ на строительных площадках при экономии расходов на транспортирование от монтажного завода до объекта монтажа. Конструкция воздуховодов с защелочным швом позволяет транспортировать эти воздуховоды с максимальной загрузкой транспортных средств. Похожие статьи: Навигация: Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум |
|
|
|


|
Информационный сайт о строительных материалах и технологиях. Контакты: Никита Королёв - © 2008-2014 |
© Все права защищены.
Копирование материалов невозможно. |
|